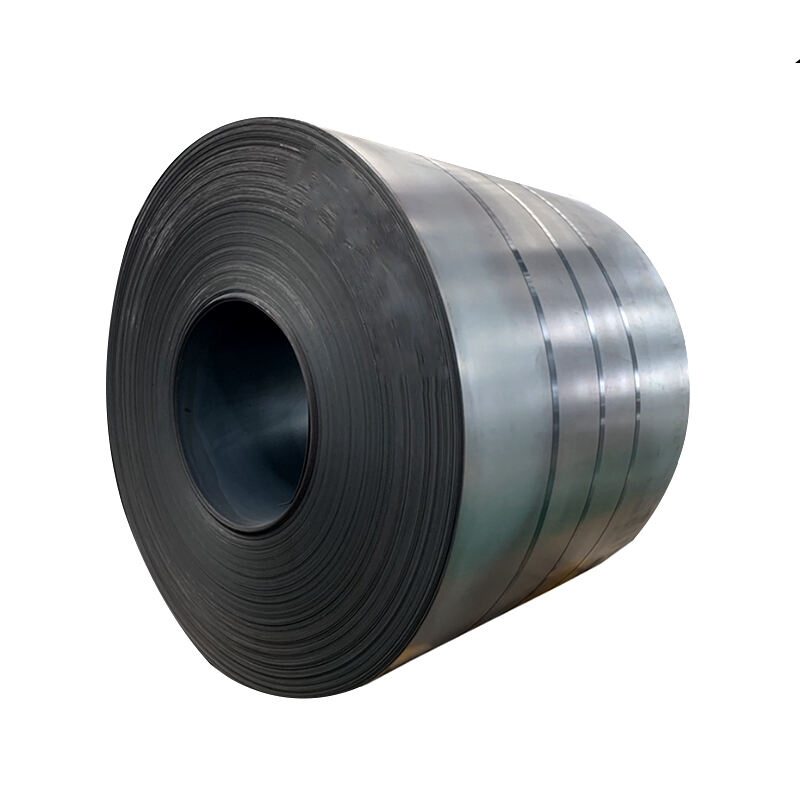
Industrial color coated steel coil is specifically designed to meet the demanding requirements of industrial applications, combining high performance, durability, and functionality. Unlike ordinary color coated steel coils, industrial grade products are optimized for harsh industrial environments, such as factories, power plants, chemical plants, and mining facilities, where they may be exposed to high temperatures, chemicals, abrasion, or heavy mechanical loads. The substrate of industrial color coated steel coils is often selected for its strength and corrosion resistance, such as high strength galvanized steel or aluminum zinc alloy steel. The coating system is more sophisticated, with thicker coatings and specialized formulations. For example, in chemical plants, coatings with excellent chemical resistance, such as epoxy or vinyl, may be used to resist the erosion of acids, alkalis, and solvents. In high temperature environments, silicone modified polyester or inorganic coatings are preferred to maintain stability at elevated temperatures. In addition to the basic primer and topcoat, industrial color coated steel coils may have additional functional layers, such as anti static coatings, anti fingerprint coatings, or anti microbial coatings, depending on the specific application. The manufacturing process involves strict quality control and often requires higher standards for coating adhesion, impact resistance, and chemical resistance. For example, they may undergo more rigorous bending tests to ensure formability without coating cracking, or salt spray tests lasting thousands of hours to verify long term corrosion resistance. Industrial color coated steel coils are used in various industrial applications, including industrial building envelopes, equipment casings, ventilation ducts, and storage tanks. In industrial buildings, they provide protection against atmospheric corrosion and mechanical damage, while in equipment casings, they protect internal components from environmental factors and enhance the service life of the equipment. With the development of the industrial sector and the increasing emphasis on safety and durability, the demand for industrial color coated steel coils is growing, driving continuous innovation in materials and coating technologies to meet the evolving needs of different industries.