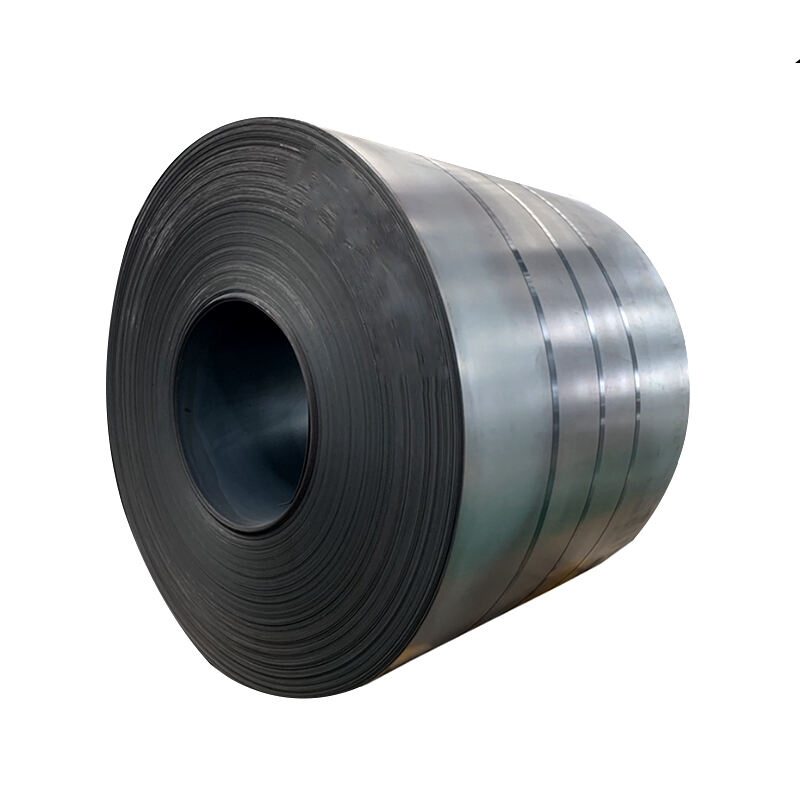
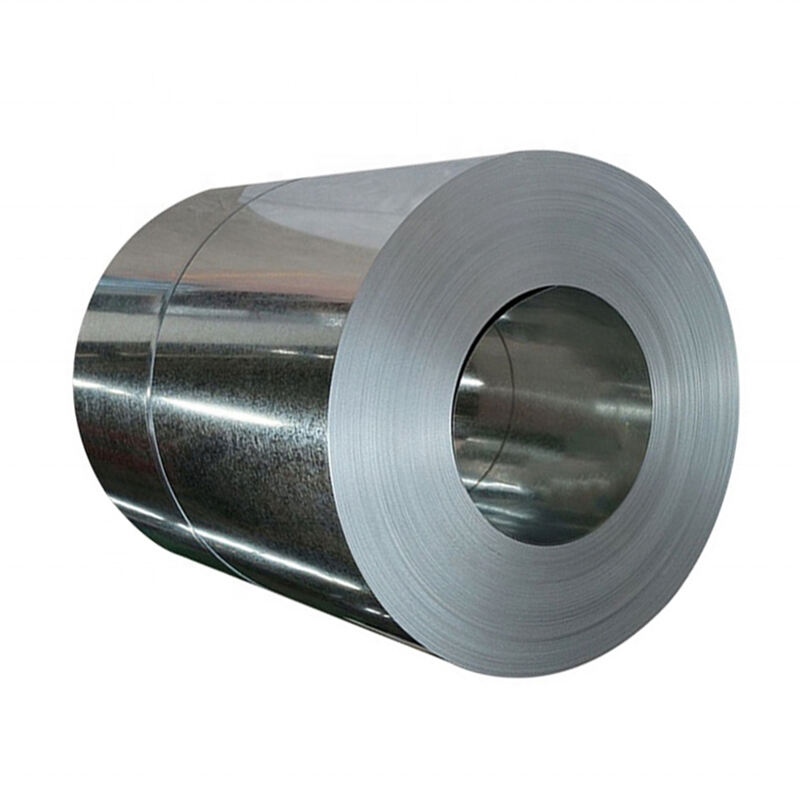
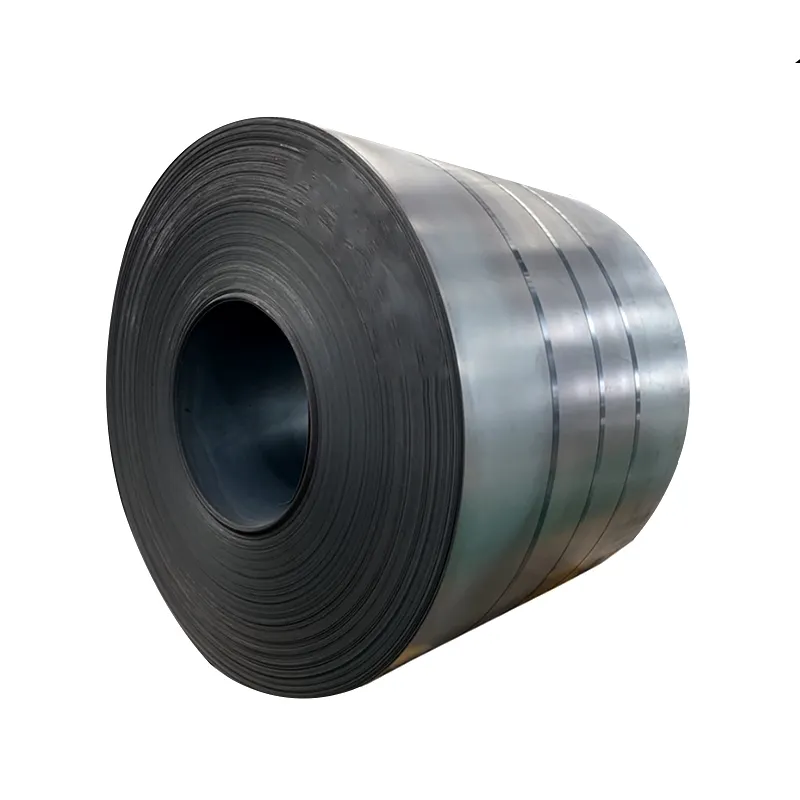
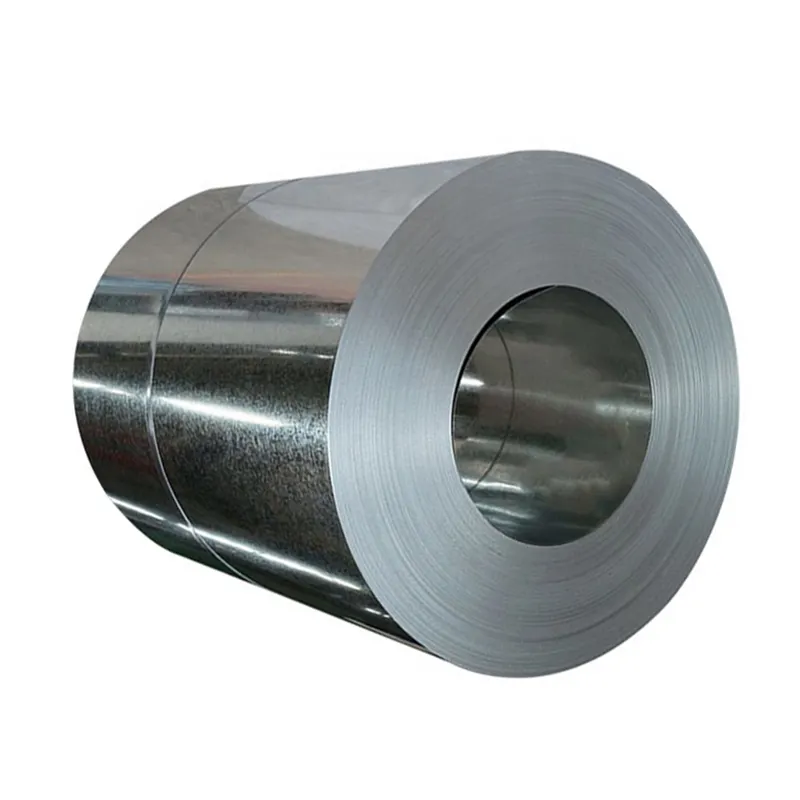
ຜູ້ຊື່ອອກເສັ້ນເຫຼັກທີ່ຖືກແກນດ້ວຍເຄື່ອງຮ້ອນພິເສລະບຽບໃນການຜົນຕຳເສັ້ນເຫຼັກທີ່ຕ້ອງກັບກັນ ການຜົນຕຳຈະມີຂັ້ນຕອນເປັນພິເສ (ເພື່ອລົບເຫຼັກເສັ້ນ), fluxing (ເພື່ອສ້າງຄວາມແຂ້ອງກັບເຄື່ອງ) ແລະການລົ້ມຢູ່ໃນນ້ຳເຄື່ອງ (450 460°C) ເພື່ອສ້າງເສັ້ນແຂ້ອງ. ການເລືອກເทັກໂນໂລຊີແມ່ນການຄຸ້ມຄອງອຸນຫະພູມ (±5°C) ເພື່ອປ້ອງກັນການເຮັດອິນເຊີຍ ແລະການແກ້ໄຂເຄື່ອງ (air knife) ເພື່ອຈັດການຄວາມໜຶ່ງຂອງເຄື່ອງ (ຕົວຢ່າງ Z275). ທ່ານທີ່ມີຄຸນຄ່າຈະປະສົມການແກນດ້ວຍເຄື່ອງ (annealing) ໃນການເພີ່ມຄວາມໜັງຂອງເສັ້ນເຫຼັກກ່ອນການແກນ, ເພື່ອສົ່ງຜ່ານການຜົນຕຳ. ຄຳສັ່ງແມ່ນ ISO 9001 ແລະການປະກັບກັບ ASTM A653 ຫຼື EN 10143 ແມ່ນສຳຄັນສຳລັບຄວາມເປັນທີ່ສັງຄະນຸ່ນ. ການຜົນຕຳທີ່ມີຫົວໜ້າຈະມີຫົວໜ້າຫຼາຍການຜົນຕຳທີ່ຈະມີຄວາມກວ່າ 1,850mm ແລະນ້ຳນ້ຳ 30 ຕົນ, ກັບລະບົບກວດສອບ (laser gauges for thickness, X ray for coating weight) ເພື່ອສົ່ງຜ່ານຄວາມສະເຫຼີມ. ການປິດຄວາມແປ່ງແມ່ນການເຮັດໃຫ້ມີຄວາມສັງຄະນຸ່ນໃນການເອົາເຂົ້າ fume extraction systems ແລະການຮັບຊະນະເຄື່ອງ. ການສ້າງໃໝ່ແມ່ນການເອົາເຂົາໃນການຈັດການໂຄຍທີ່ຈະລົບຄວາມເສີມ.

24
Jun
24
Jun
24
Jun
24
Jun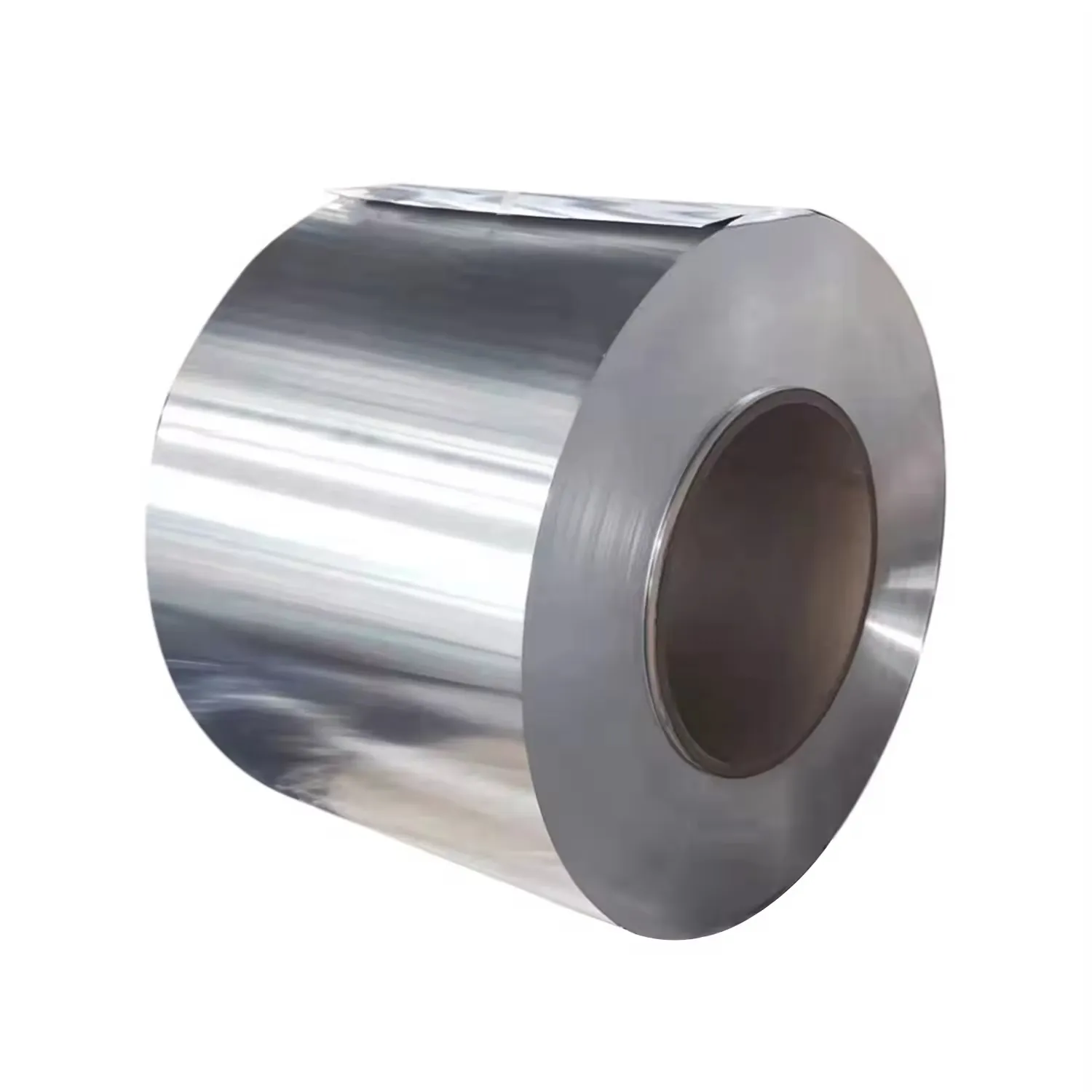
Copyright © 2025 by ສະໝັກດອງ ເບົາໄຕ້ ເມືອງແຫ່ງວັດຖຸທີ່ຊື່ ສ. ອິນ.,