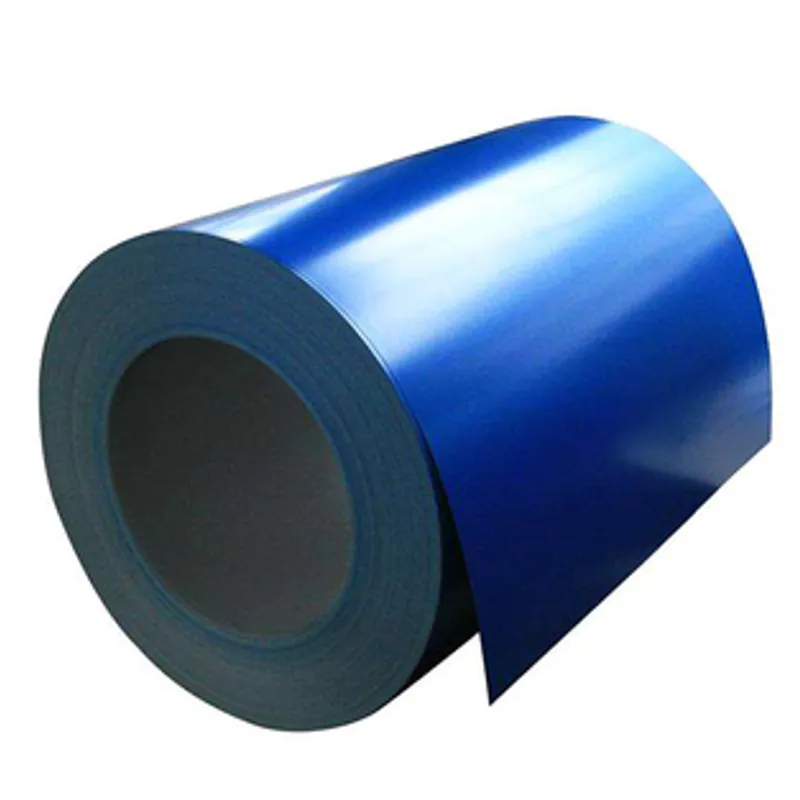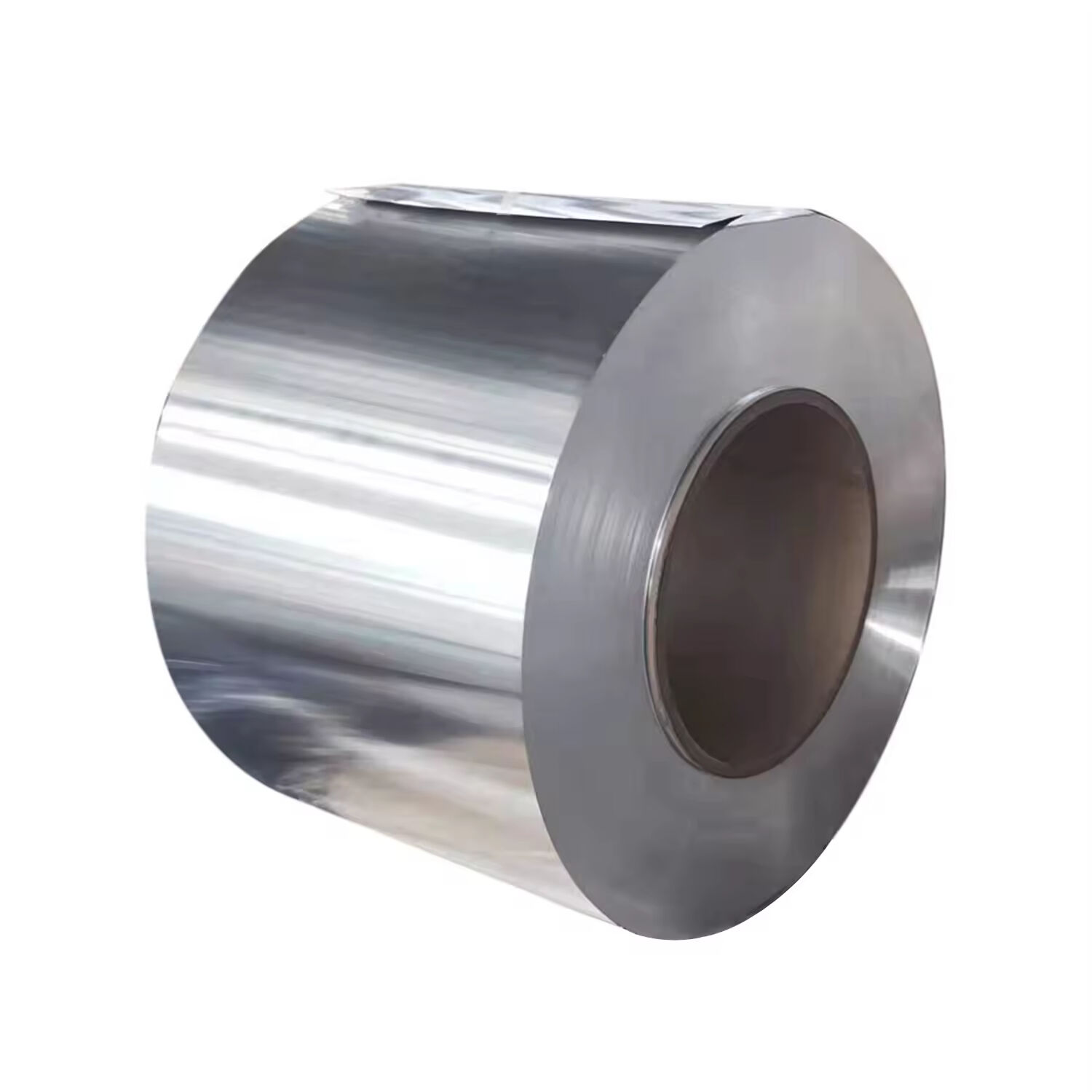

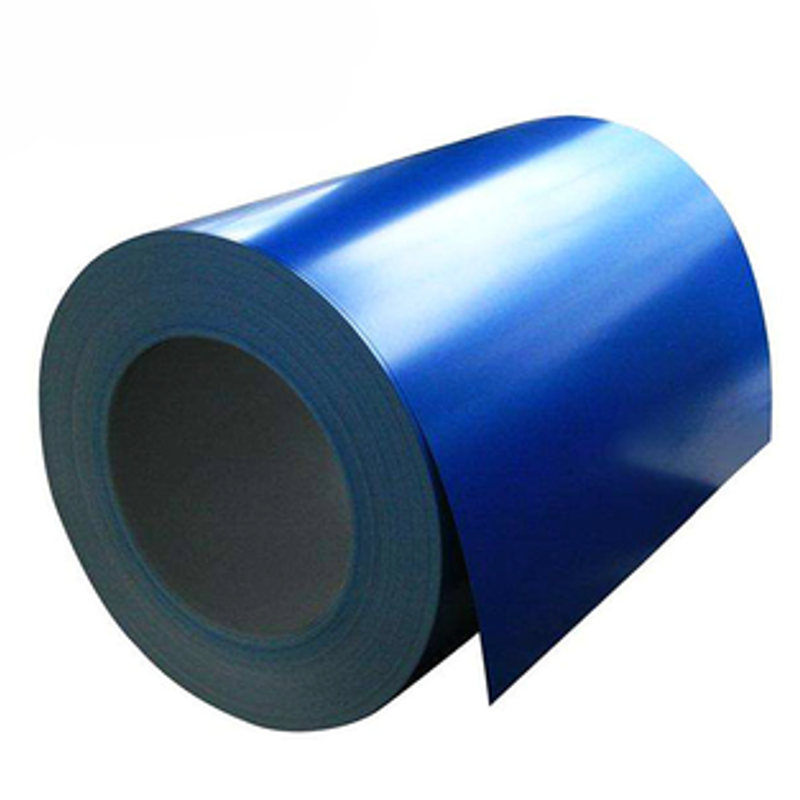


Как оцинкованные стальные каты увеличивают долговечность в строительстве
Благодаря своим передовым антикоррозийным свойствам, стальная катанка трансформировалась в оцинкованные стальные каты в современных строительных работах. В этой статье мы обсудим причины такой широкой популярности среди строителей, инженеров...
СМОТРЕТЬ БОЛЬШЕ