


Qalave metalli yuqori kalitdagi to'rt qatorlik matn, qalin va oson o'qiladigan ko'rinishda berilgan.
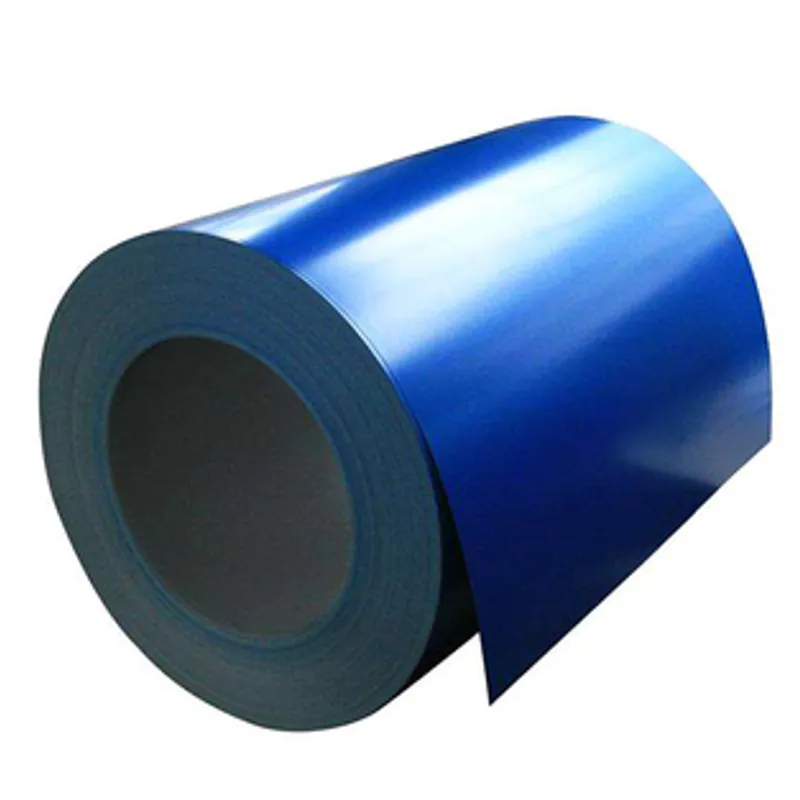
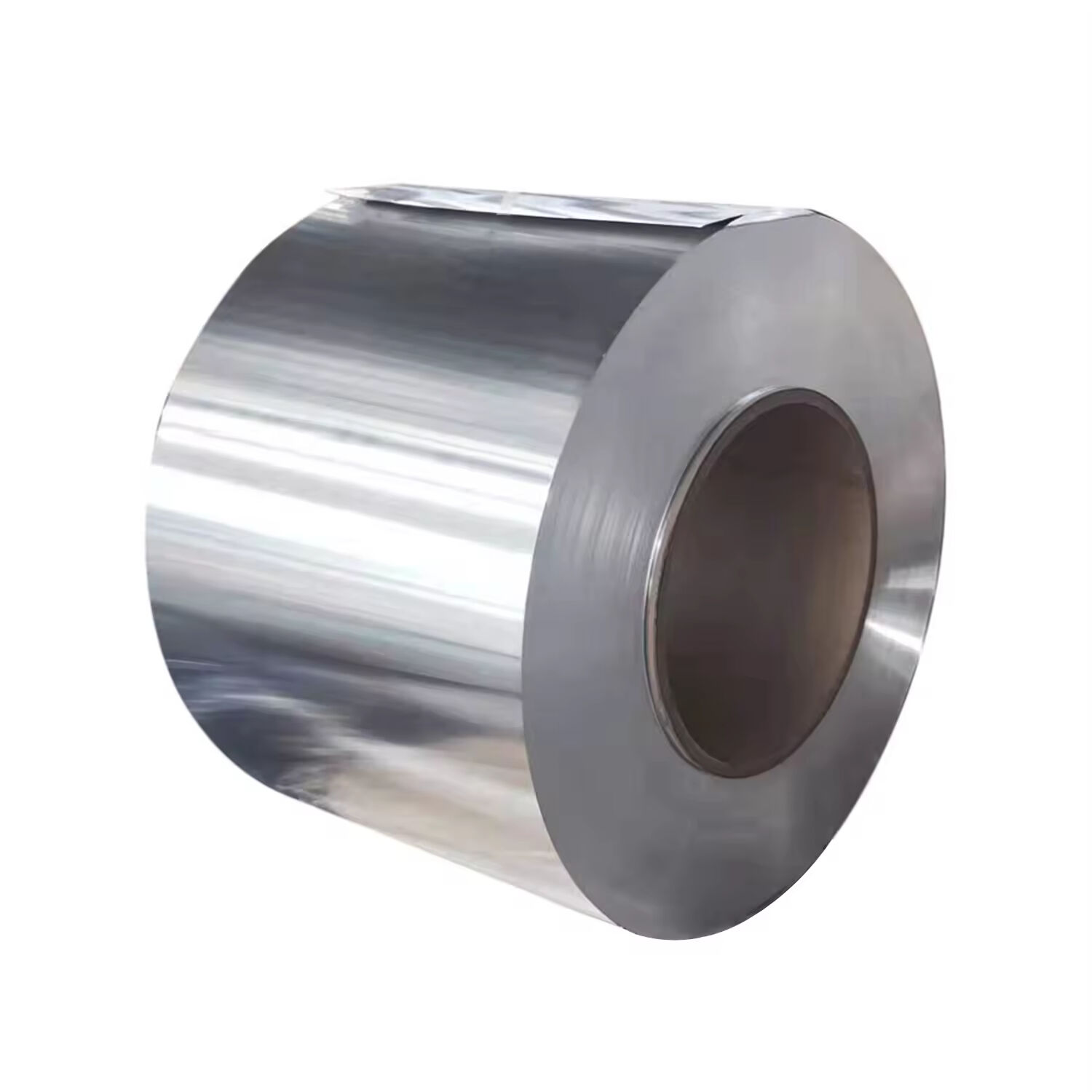
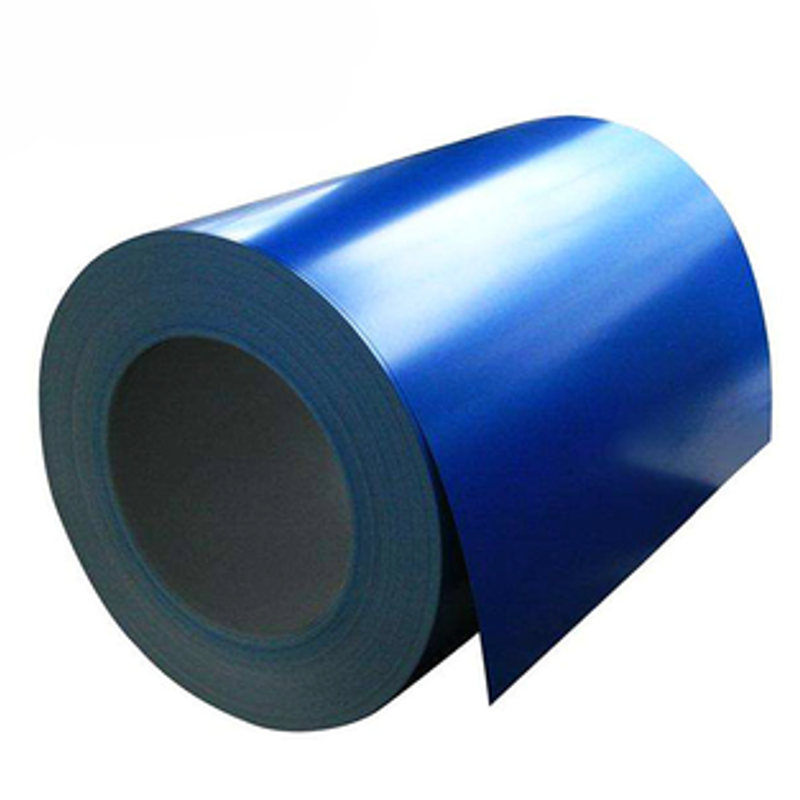
Uning korrozziyani oldini olish imkoniyati orqali, moskin spirallari muassir qurilish ishlari uchun g'alave qilingan moskin spirallariga aylangan. Bu maqolada biz shunday keng tarqalgan mashhurlik sabablari haqida gapirib chiqamiz...
Ko'proq ko'rish