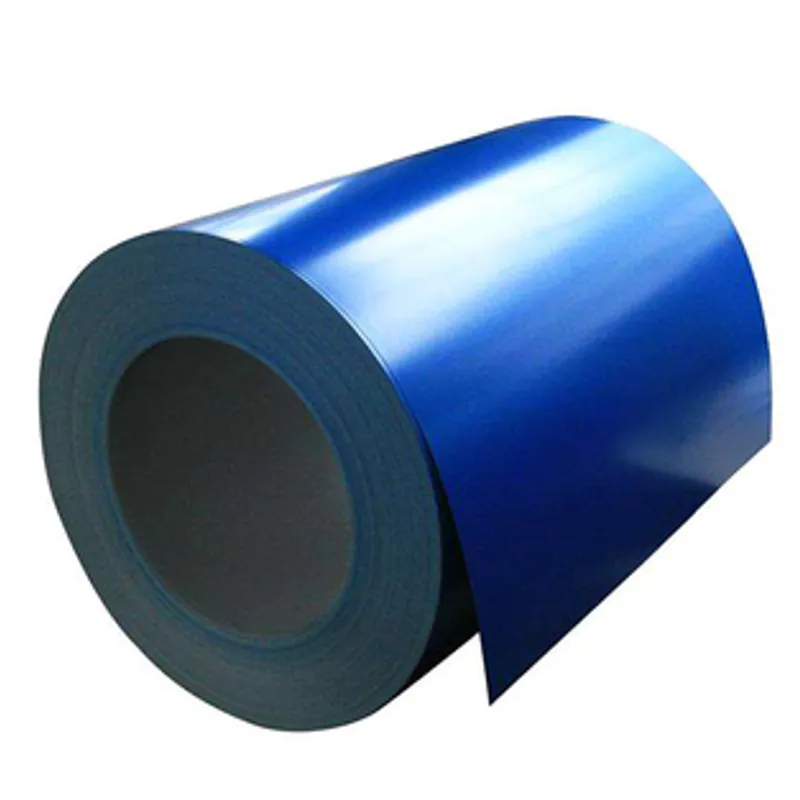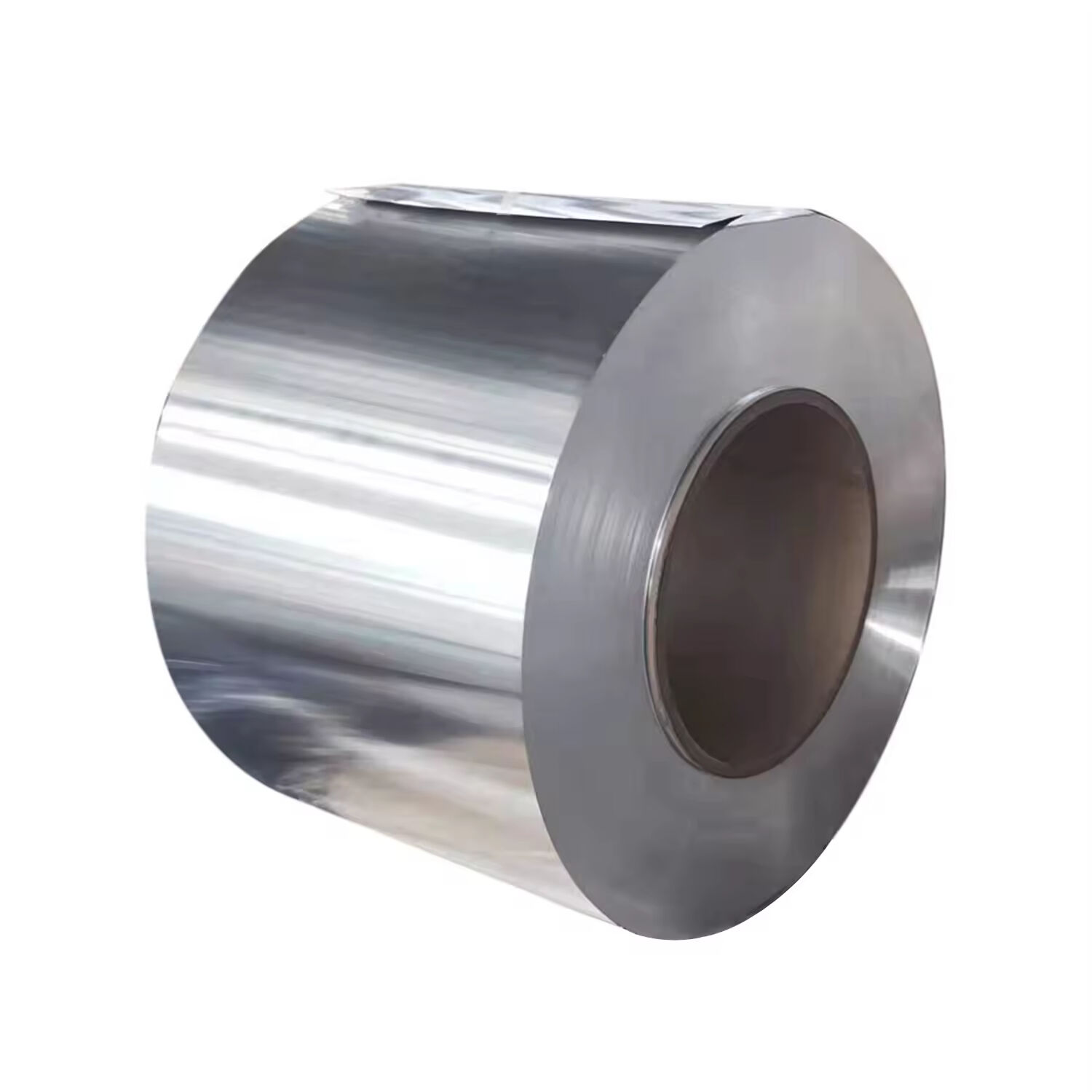

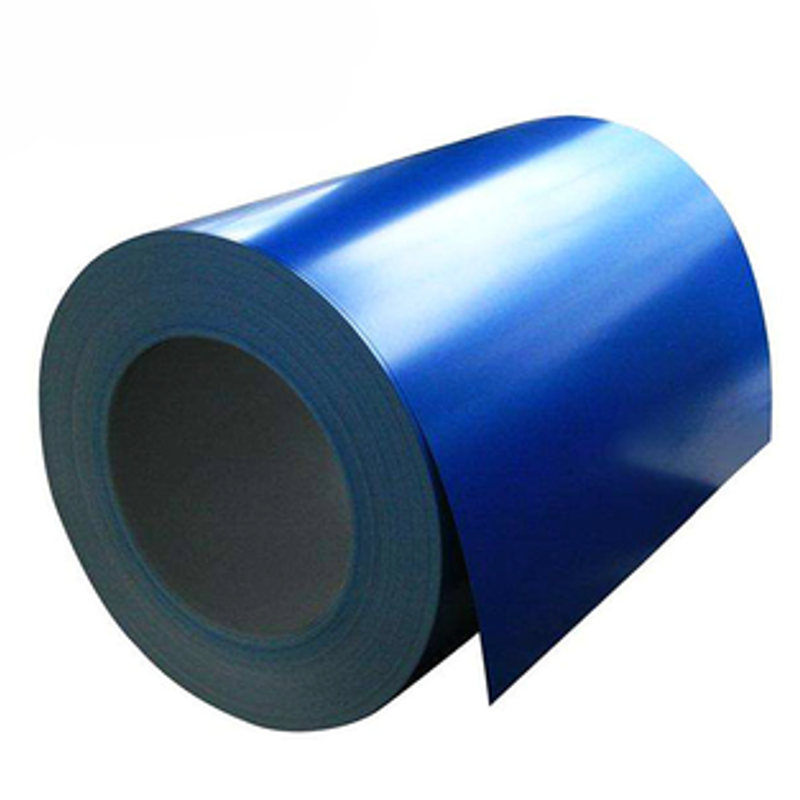


Jak wkręcone stalowe płyty galwanizowane zwiększają trwałość w budownictwie
Dzięki zaawansowanym właściwościom oporu przed korozyjnymi, rulon stalowy przekształcił się w galwanizowane rulony stalowe w dzisiejszych działalnościach budowlanych. W tym artykule omówimy powody takiej szerokiej popularności wśród budowniczych, inżynierów...
ZOBACZ WIĘCEJ