


Kako galvanizovane obole ocela poboljšavaju trajnost u građevinarstvu
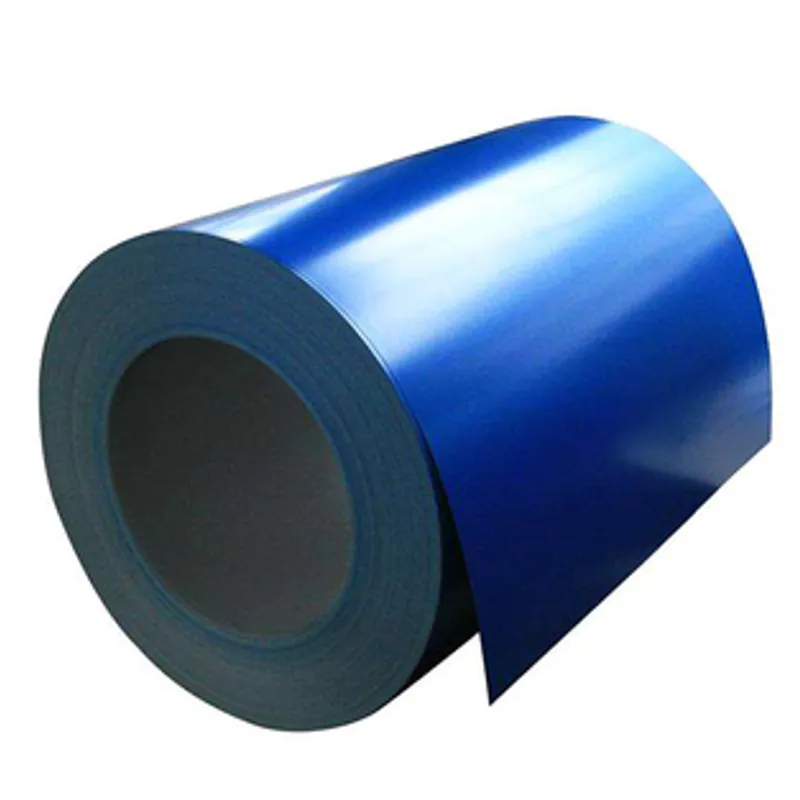
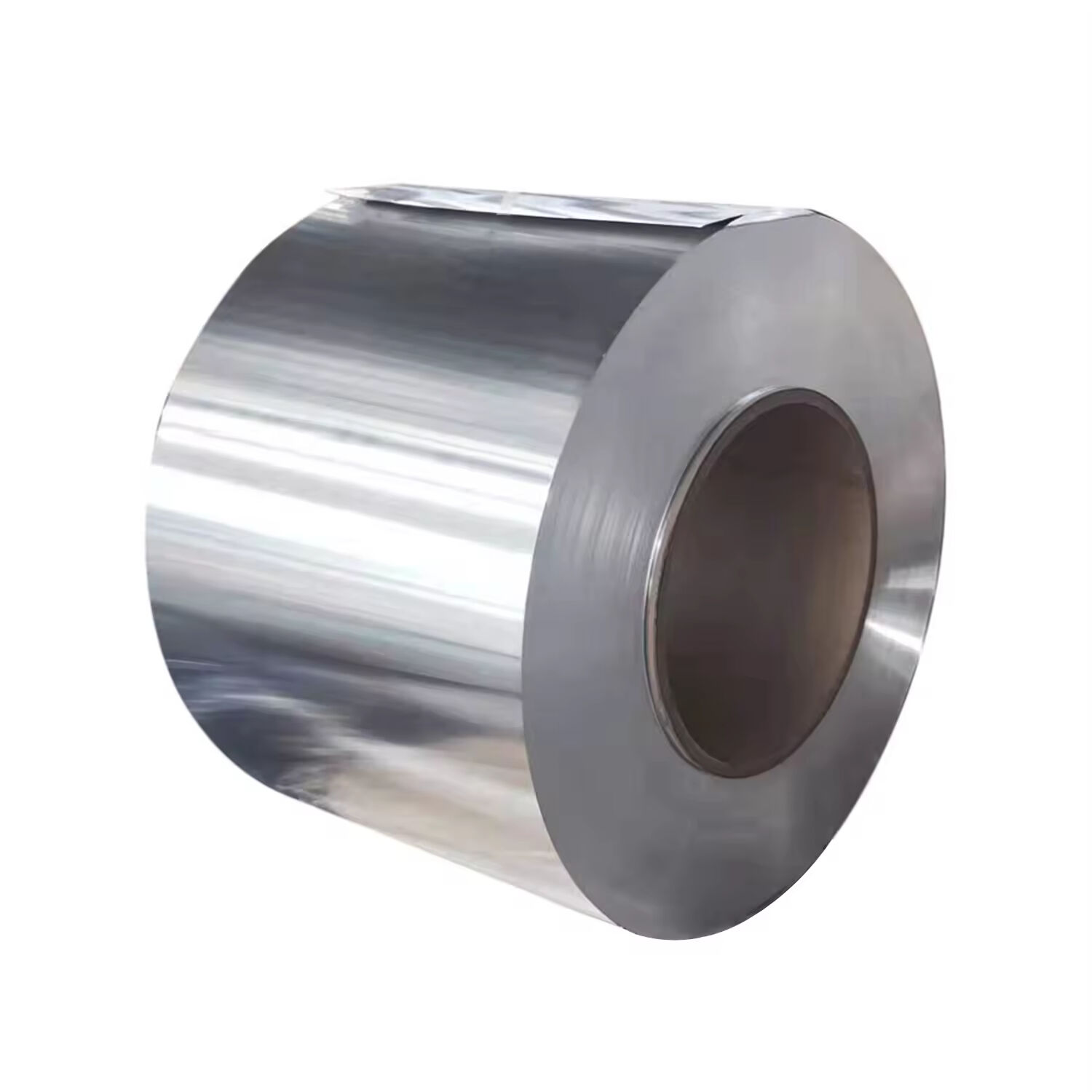
Zbog naprednih sposobnosti sprečavanja korozije, bobina ocele je evolvovana u galvanizovane obole ocele u savremenim građevinskim aktivnostima. U ovom članku ćemo raspraviti o razlozima za takvu široku popularnost među građevinama, inženjerima...
Види више