


Як галузені стальні котушки покращують тривалість у будівництві
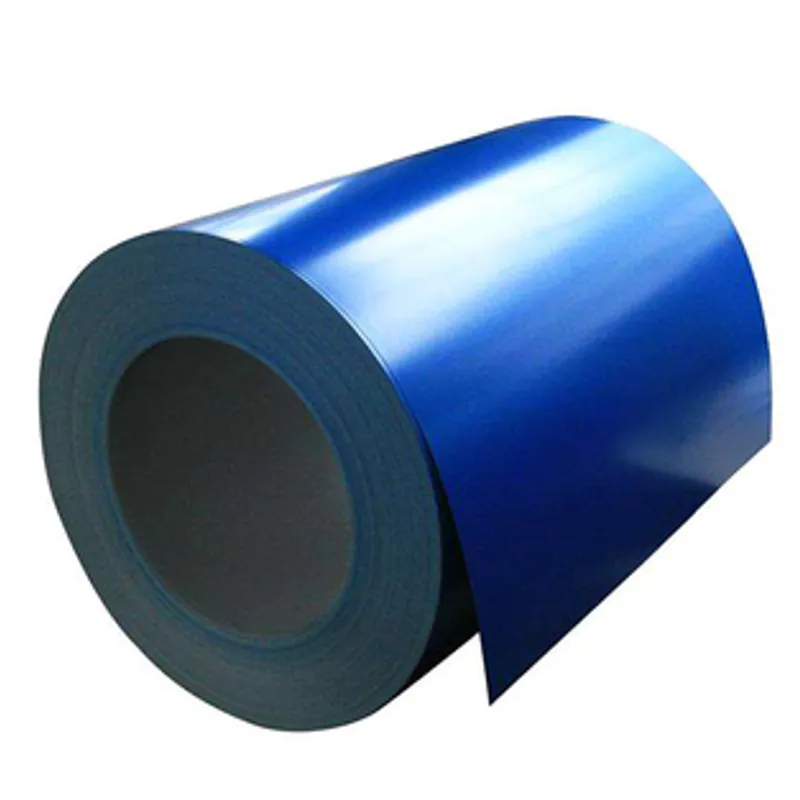
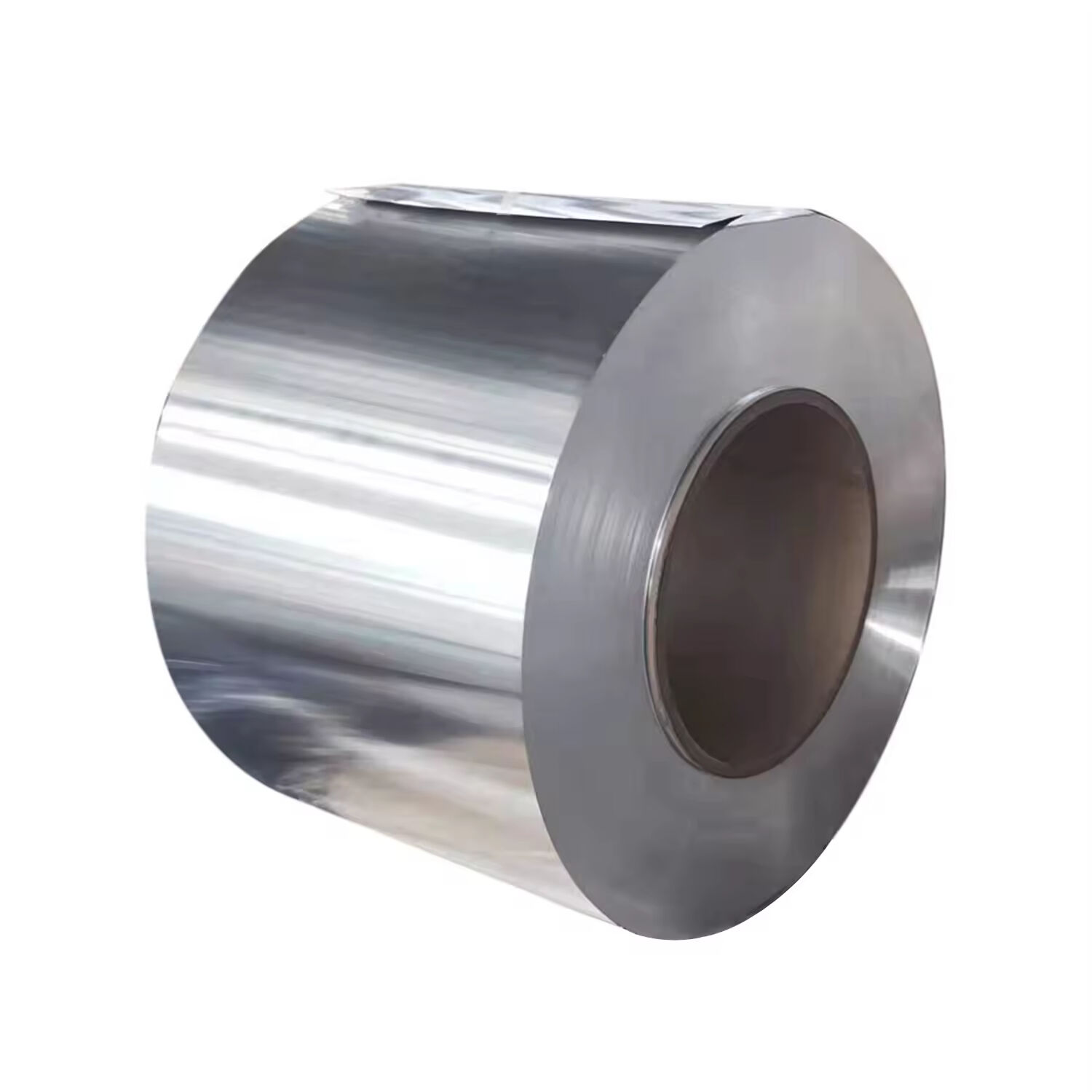
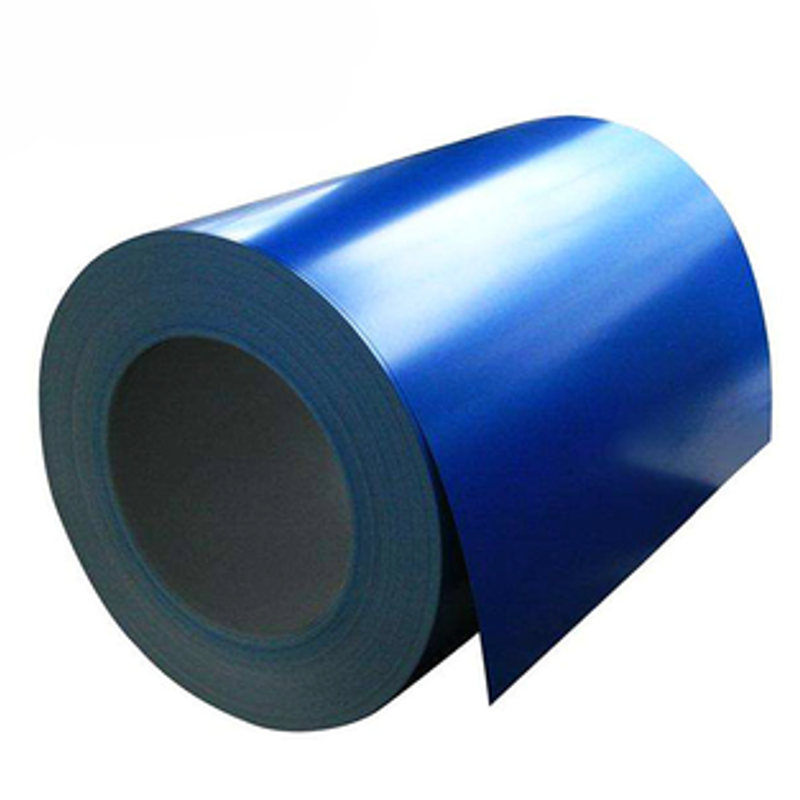
Завдяки своїм передовим можливостям захисту від корозії, котушка з сталі перетворилася на галузовані сталеві котушки у сучасних будівельних роботах. У цій статті ми обговоримо причини такої широкого поширення серед будівників та інженерів...
Дивитися більше