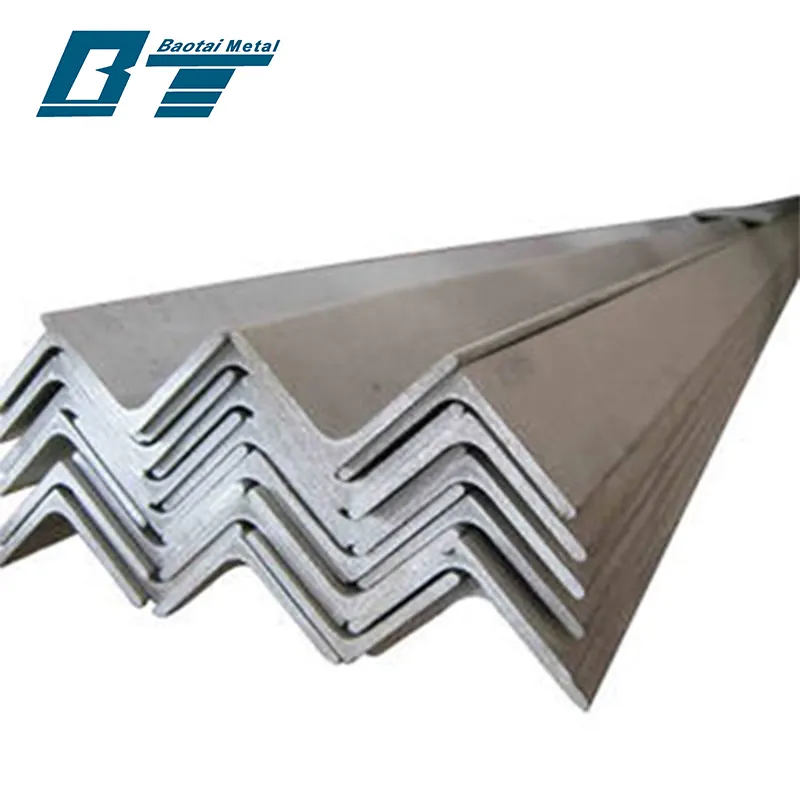




घरको डिझाइनमा PPGI को उपयोग गर्ने फाइदाहरू समझना
वास्तुकला र आन्तरिक डिजाइनको निरन्तर विकसित हुँदै गरेको संसारमा, नवीन सामग्रीहरूले हामी कसरी घर निर्माण र सौन्दर्यशास्त्रको दृष्टिकोण गर्छौं भन्ने क्रमशः परिवर्तन गरिरहेका छन्। यस्तै एक सामग्री जसले लोकप्रियता हासिल गरिरहेको छ प्रि-पेंटेड ग्याल्भेनाइज्ड आयरन (पीपीजीआई) हो। यसलाई यसको ...
थप हेर्नुहोस्