

Дослідження переваг використання ППГІ в дизайні будинку
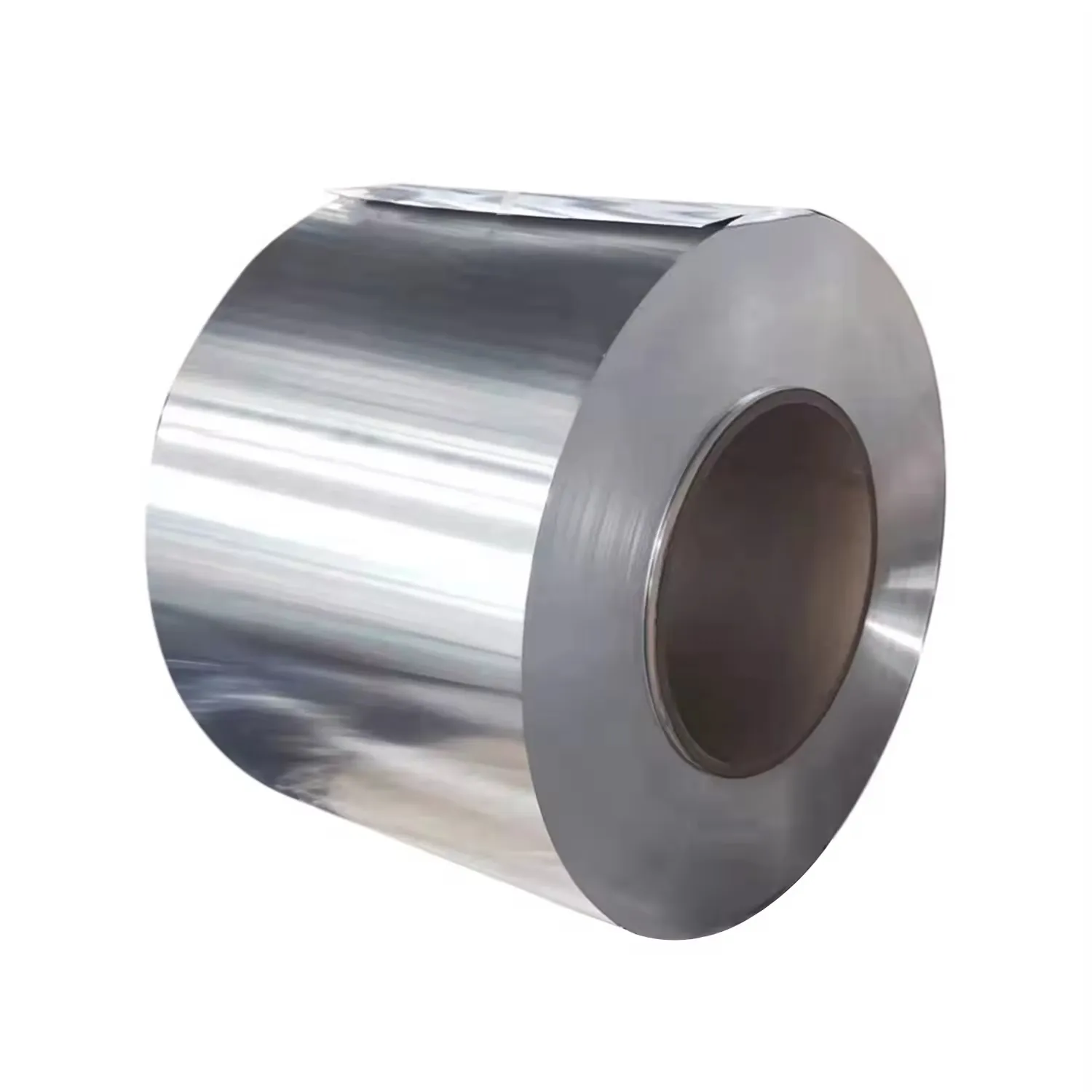
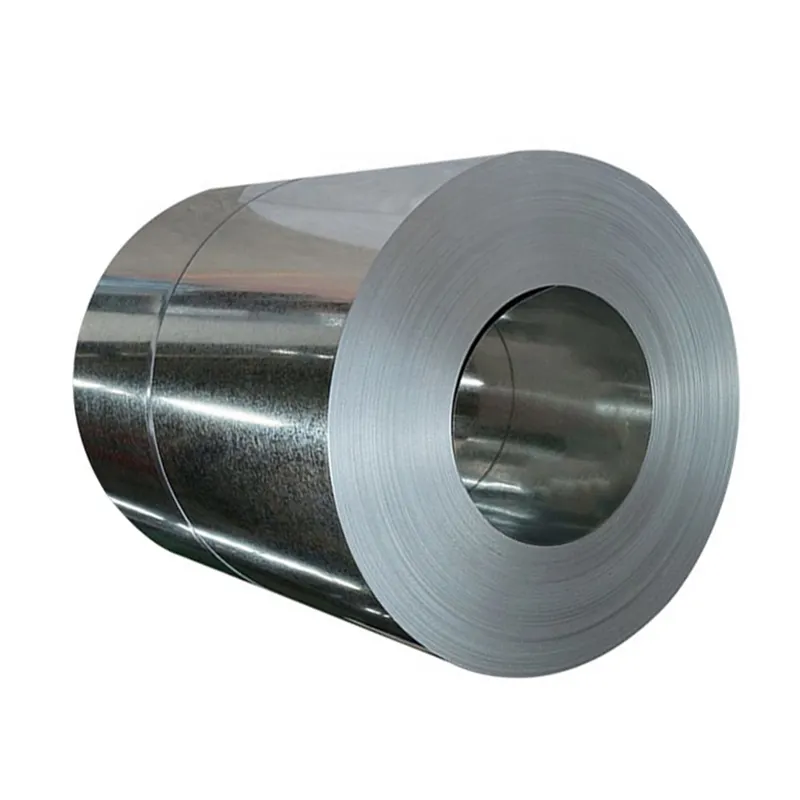
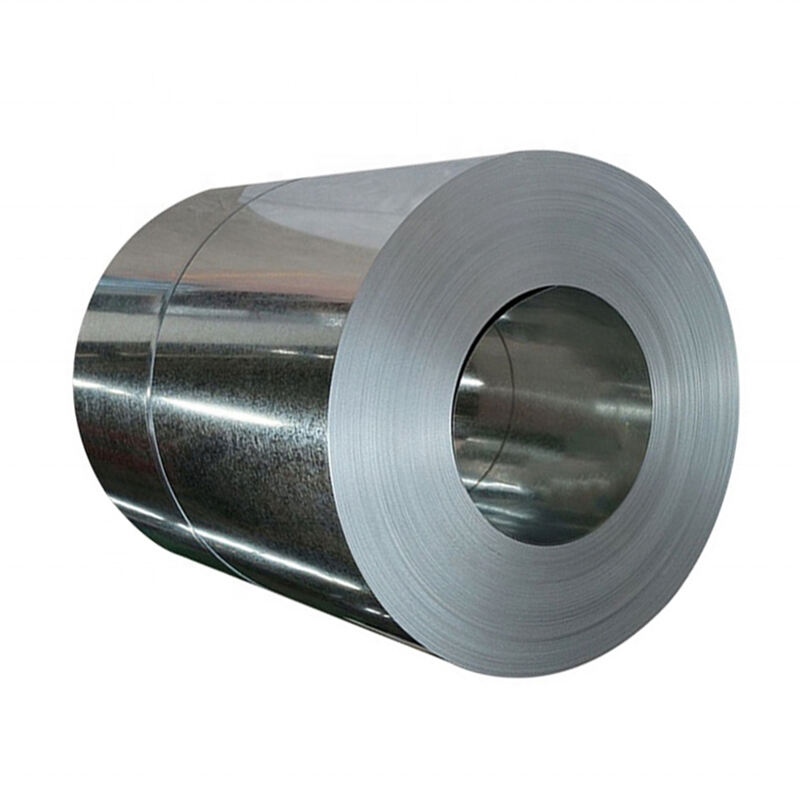
У світі архітектури та інтер'єрного дизайну, який постійно розвивається, інноваційні матеріали постійно змінюють наш підхід до будівництва та естетики житла. Один із таких матеріалів, що набирає обертів, — це оцинковане залізо з полімерним покриттям (PPGI). Відомий завдяки...
Дивитися більше