

Erkunden der Vorteile der Verwendung von PPGI im Wohnraumdesign
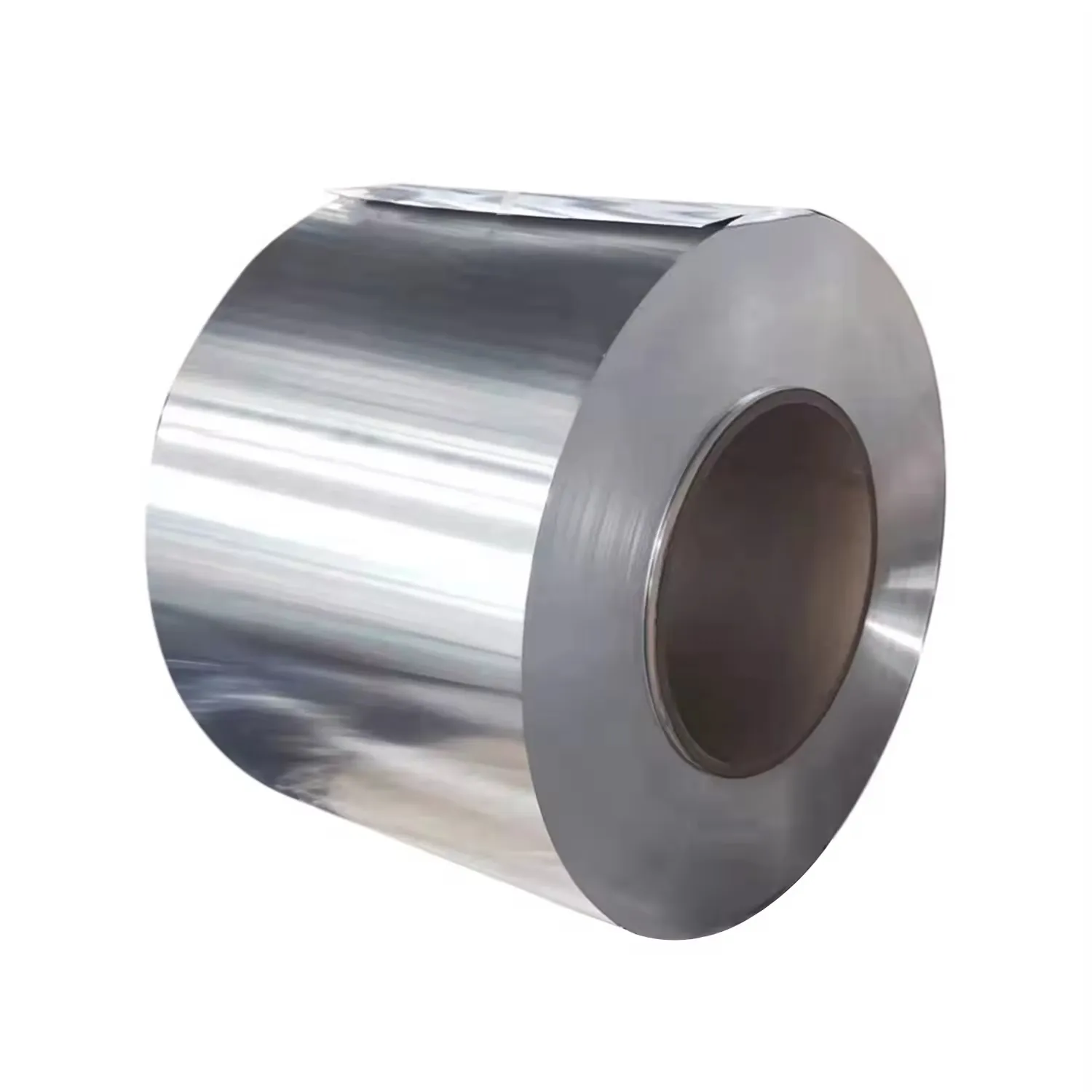
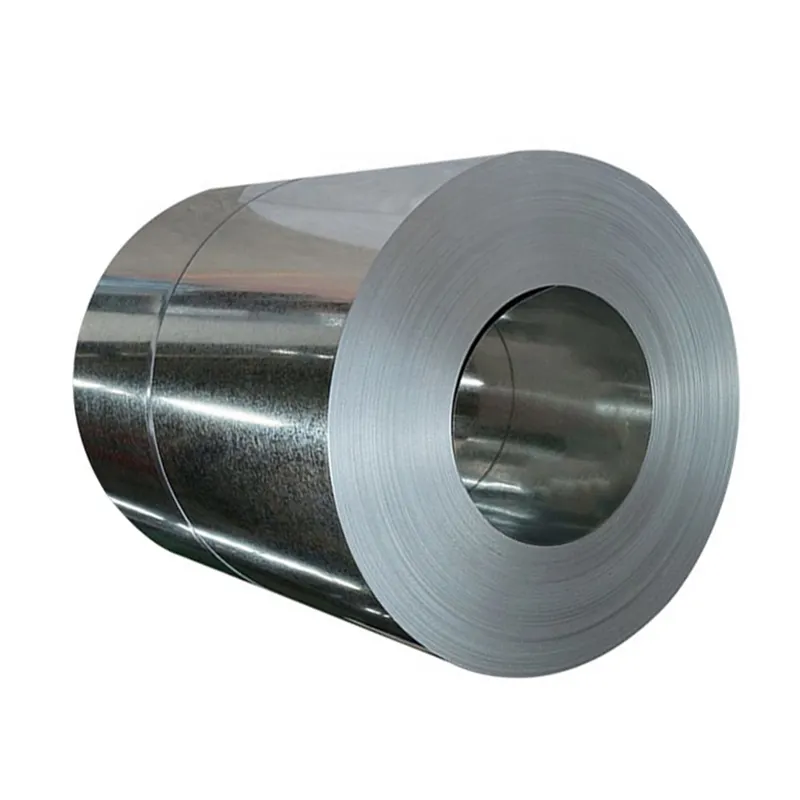
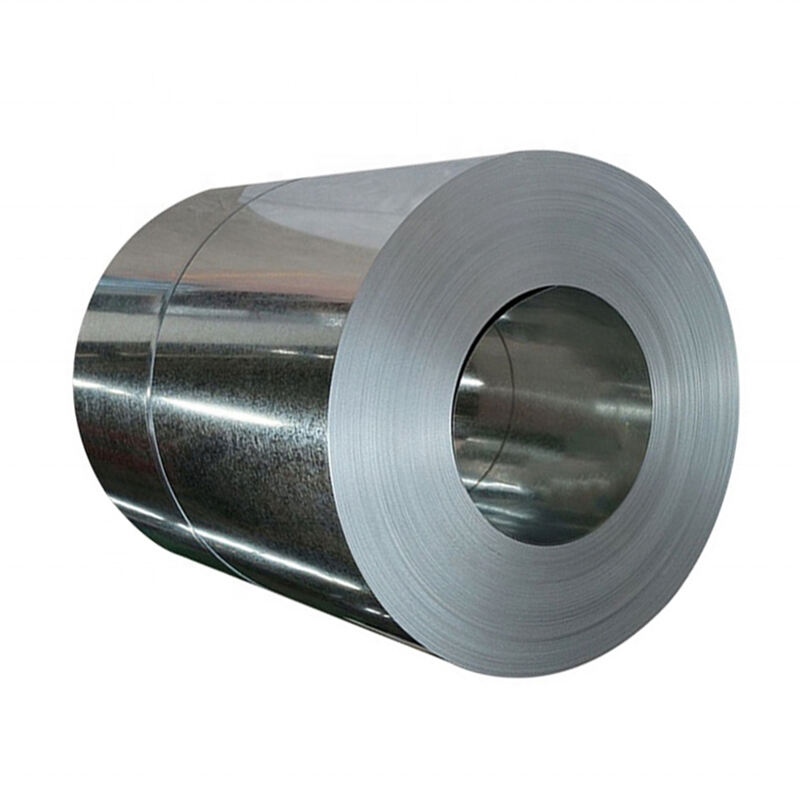
In der ständig weiterentwickelten Welt der Architektur und des Interior Designs gestalten innovative Materialien immer wieder neu, wie wir bei der Wohnraumgestaltung und Ästhetik vorgehen. Ein solches Material, das an Bedeutung gewinnt, ist vorgestrichenes verzinktes Eisenblech (PPGI). Bekannt für i...
Mehr anzeigen