

Verken die Voordellige van die Gebruik van PPGI in Tuisontwerp
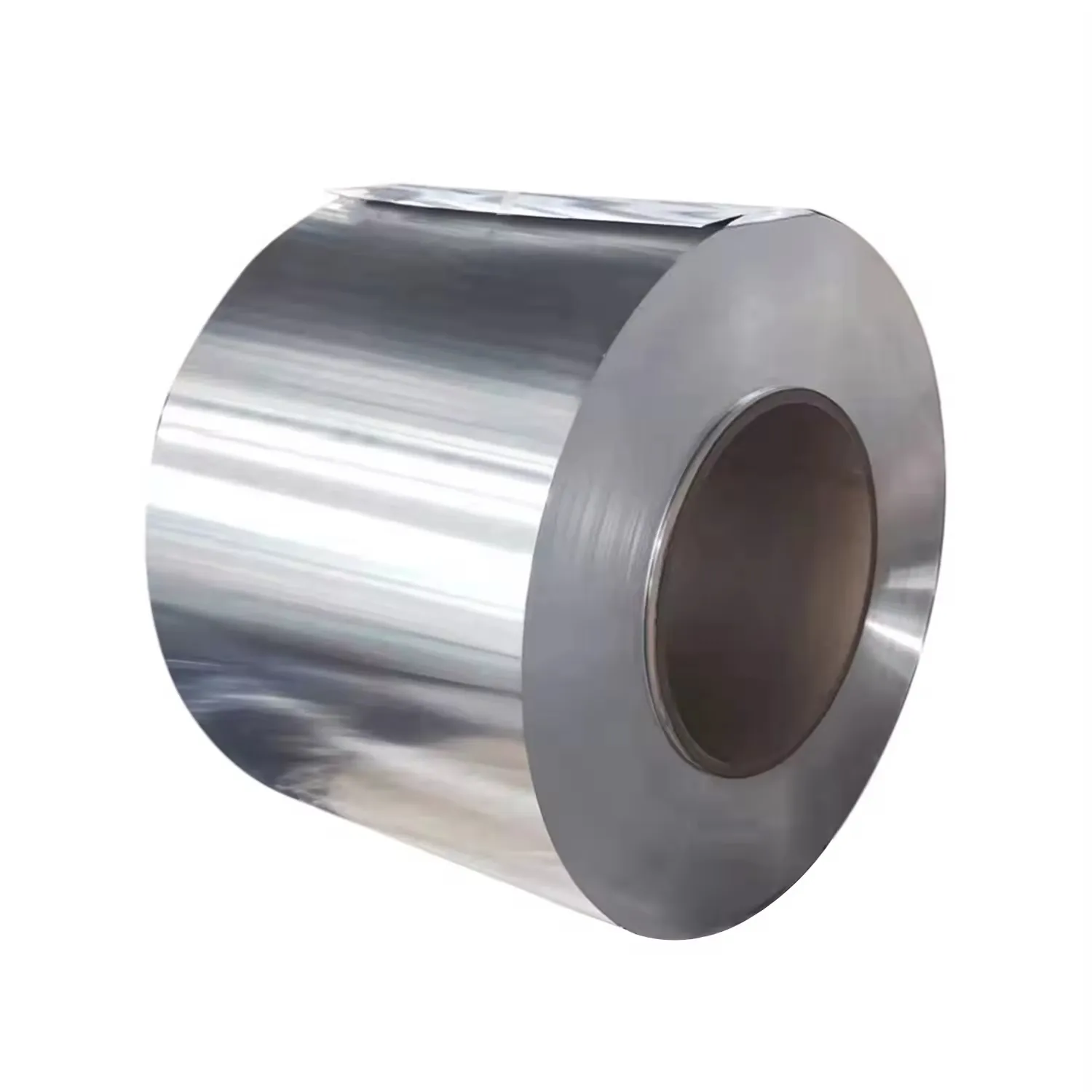
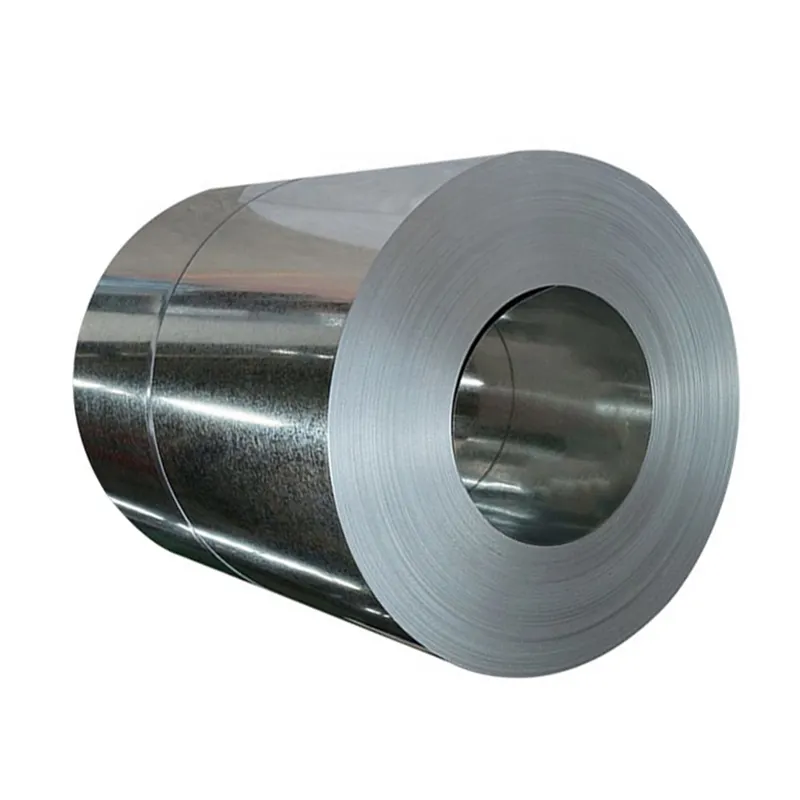
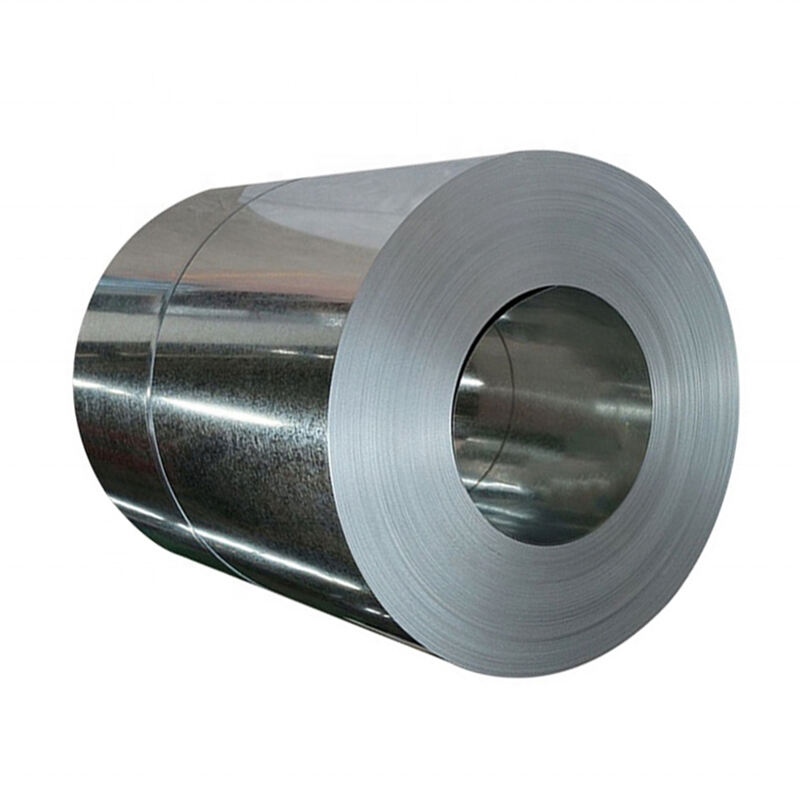
In die voortdurend veranderende wêreld van argitektuur en binnenshuise ontwerp, herskep innoverende materiale voortdurend die manier waarop ons benader huisbou en estetika. Een so 'n materiaal wat momentum kry, is Voorverfde Galvaniese Yster (PPGI). Bekend vir i...
MEER BEKYK