

Изучение преимуществ использования ППГ в дизайне дома
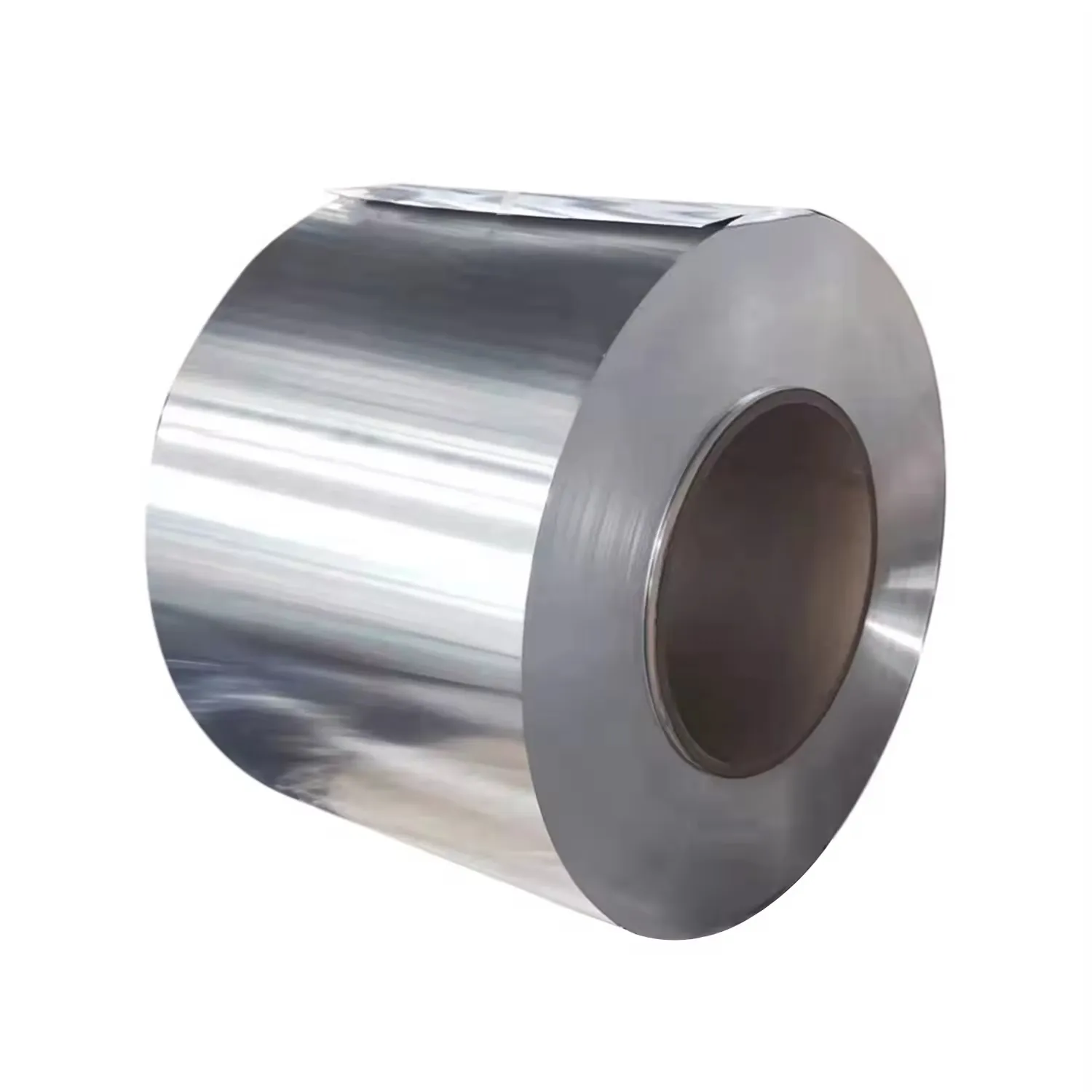
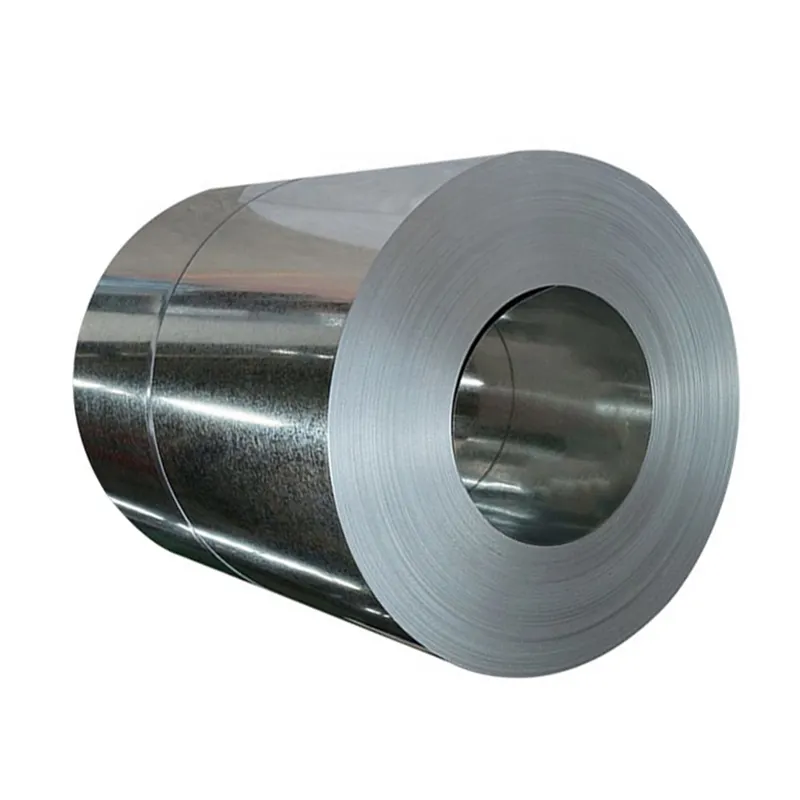
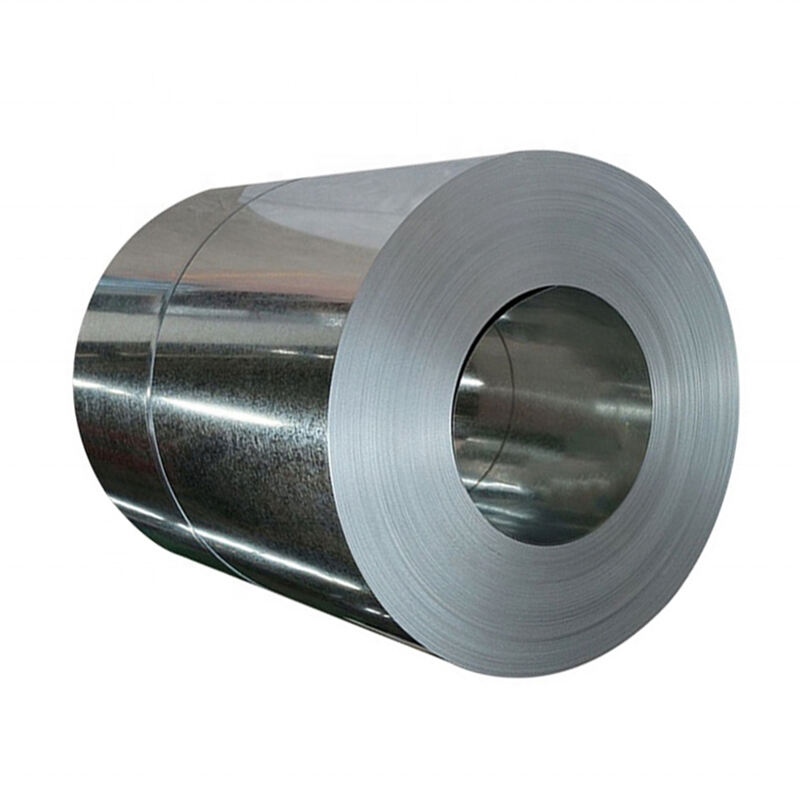
В мире архитектуры и дизайна интерьеров инновационные материалы постоянно меняют подход к строительству домов и их эстетике. Одним из таких материалов, набирающих популярность, является оцинкованное железо с покрытием (PPGI). Известный б...
СМОТРЕТЬ БОЛЬШЕ