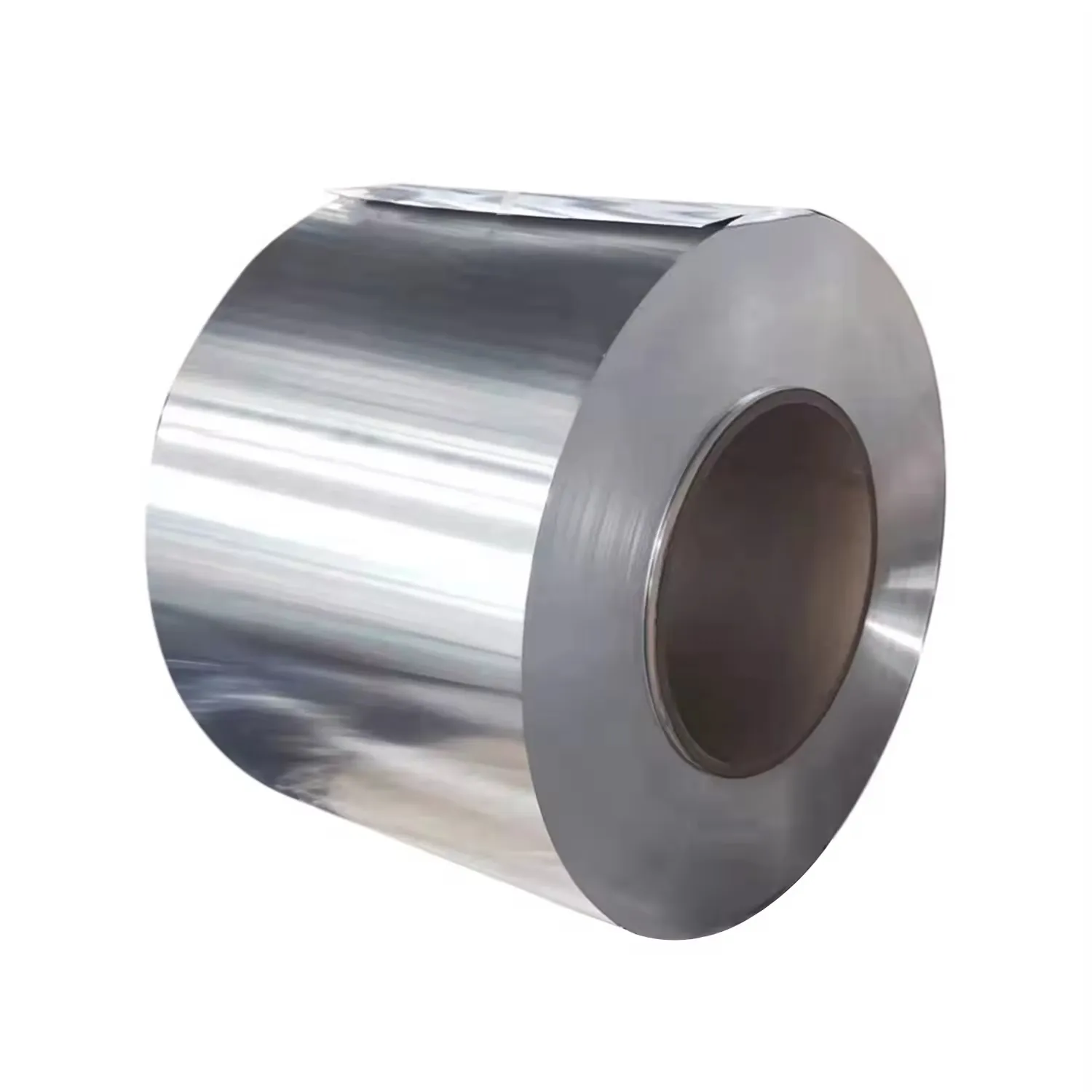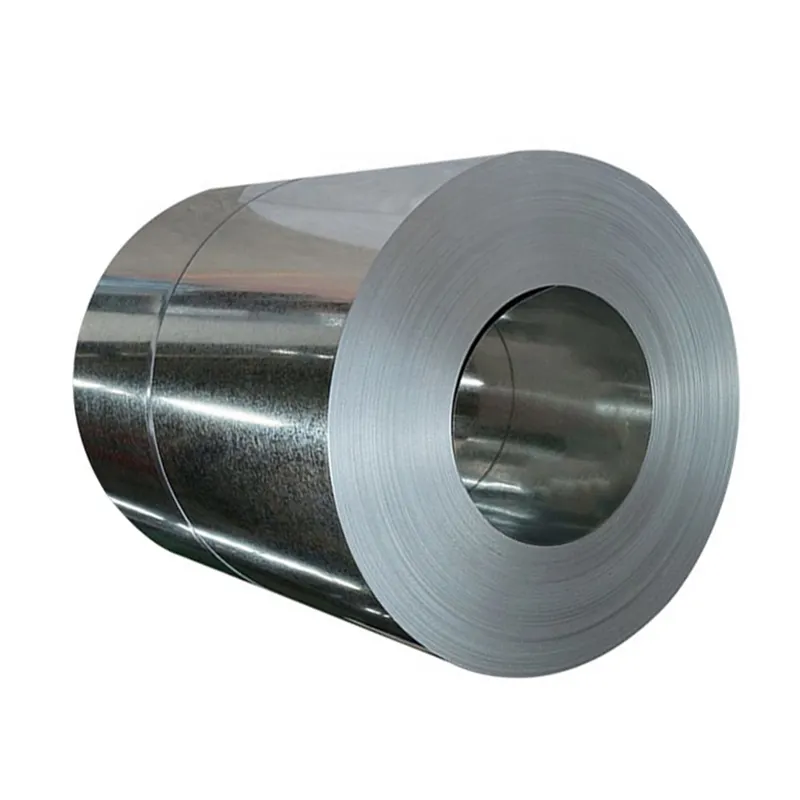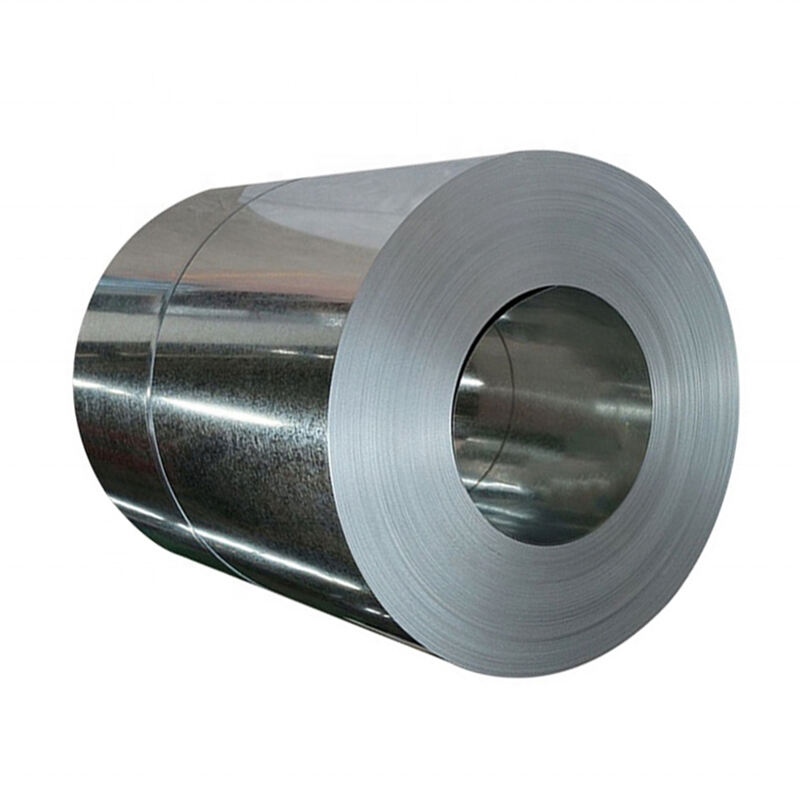


Explorando los Beneficios de Usar PPGI en el Diseño del Hogar
En el mundo en constante evolución de la arquitectura y el diseño interior, los materiales innovadores están redefiniendo continuamente nuestra forma de abordar la construcción y estética de viviendas. Uno de estos materiales que está ganando terreno es el Hierro Galvanizado Pre-Pintado (PPGI, por sus siglas en inglés). Conocido por su...
VER MÁS