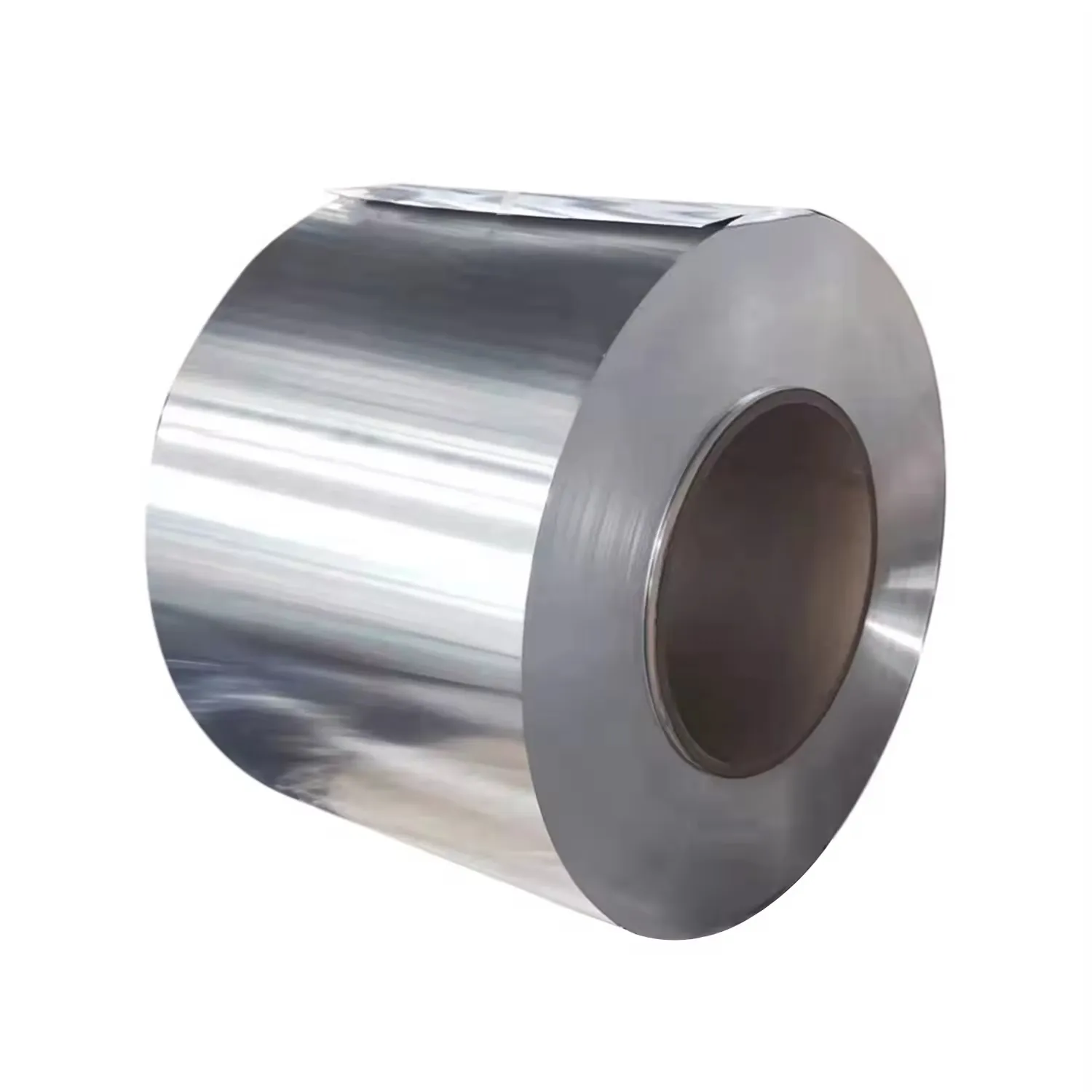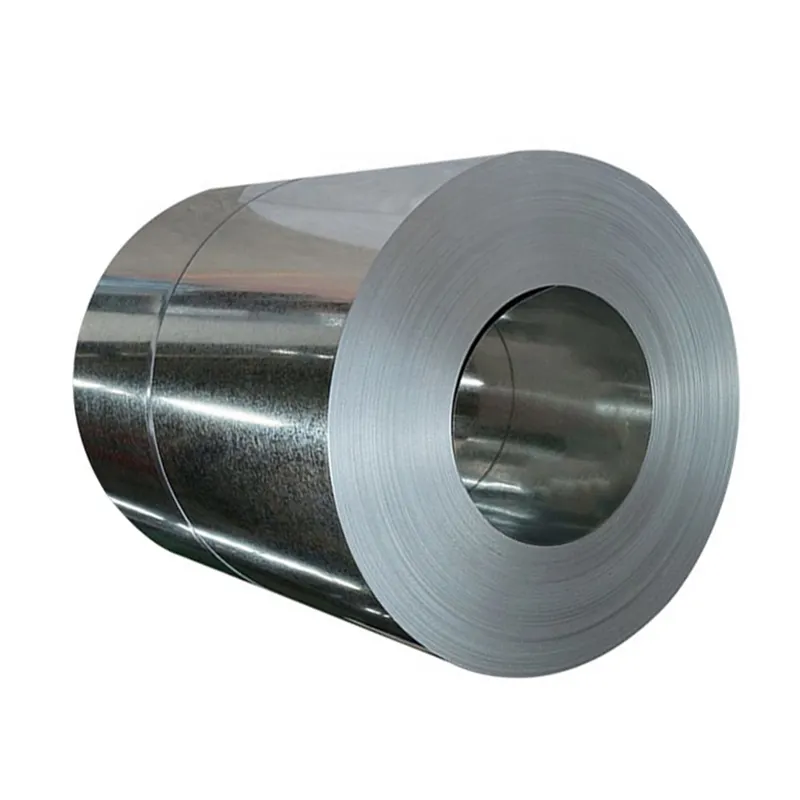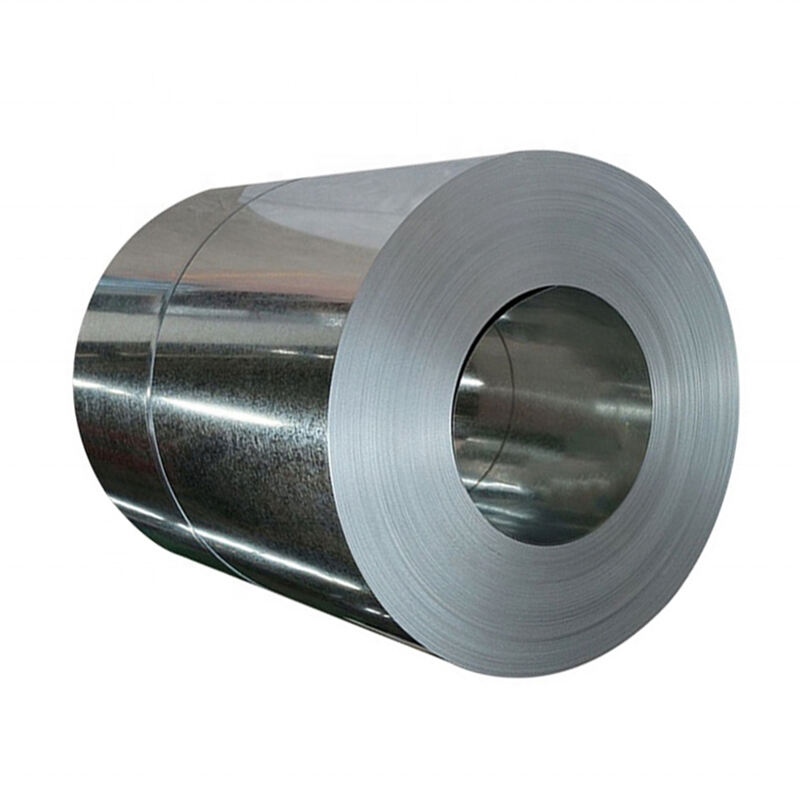


Изследване на предимствата при използването на PPGI в домашния дизайн
В променящата се света на архитектурата и интериорния дизайн, иновативните материали непрекъснато преобразуват начина, по който подхождаме към строителството и естетиката на домовете. Един такъв материал, който набира популярност, е галванизирано желязо с предварително нанесено покритие (PPGI). Известно е с негов...
ВИЖ ПОВЕЧЕ