

Khám phá lợi ích của việc sử dụng PPGI trong thiết kế nhà ở
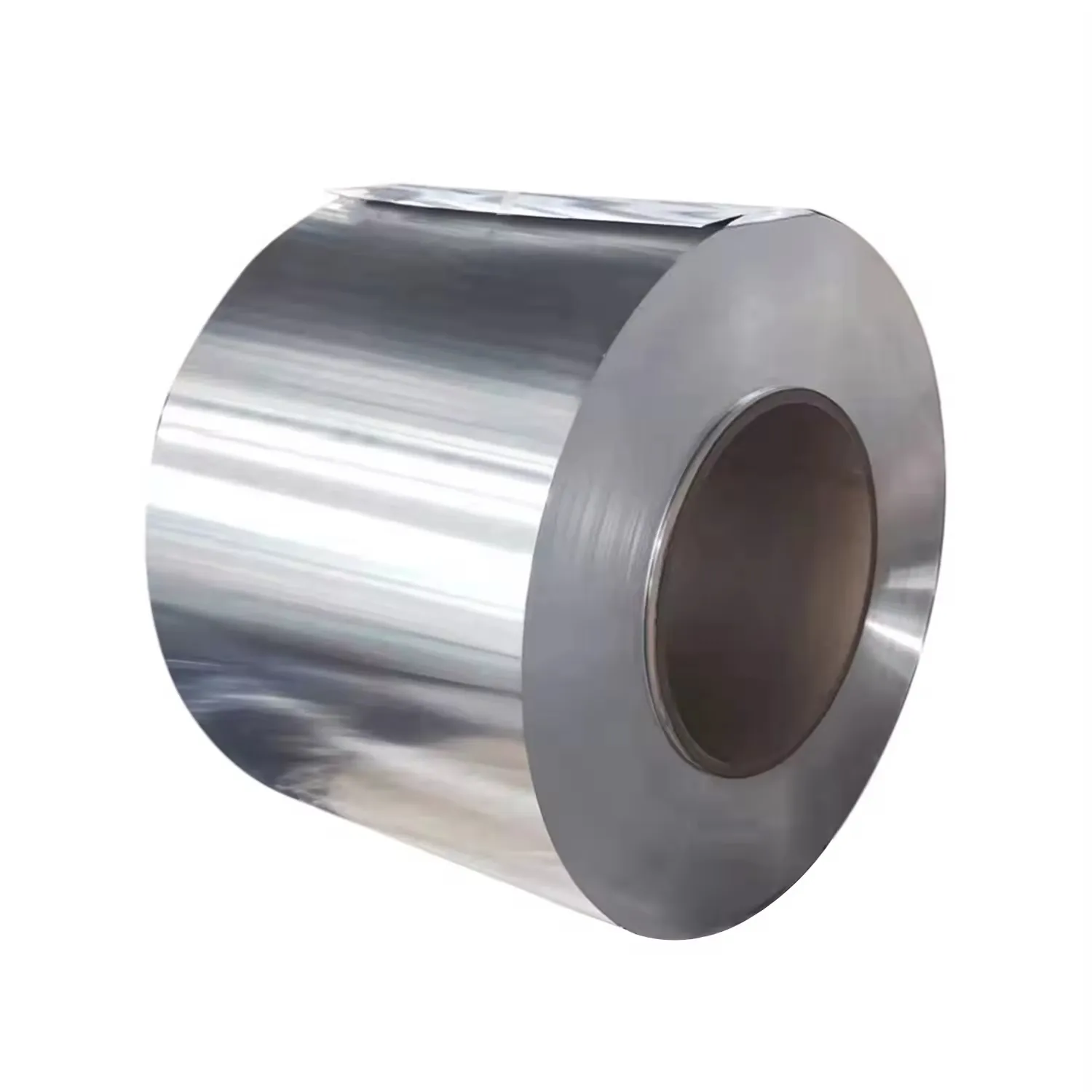
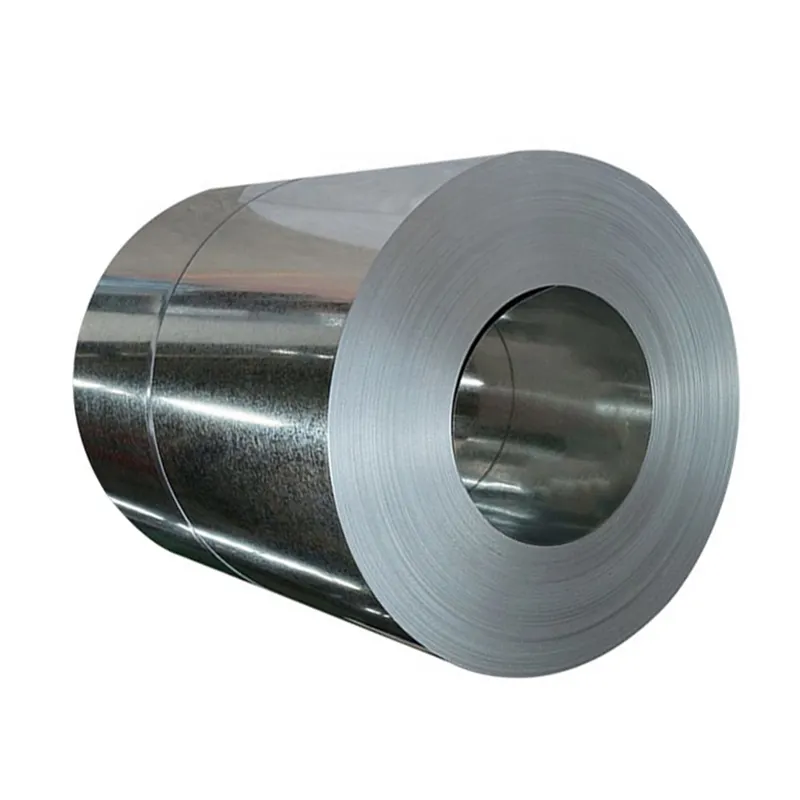
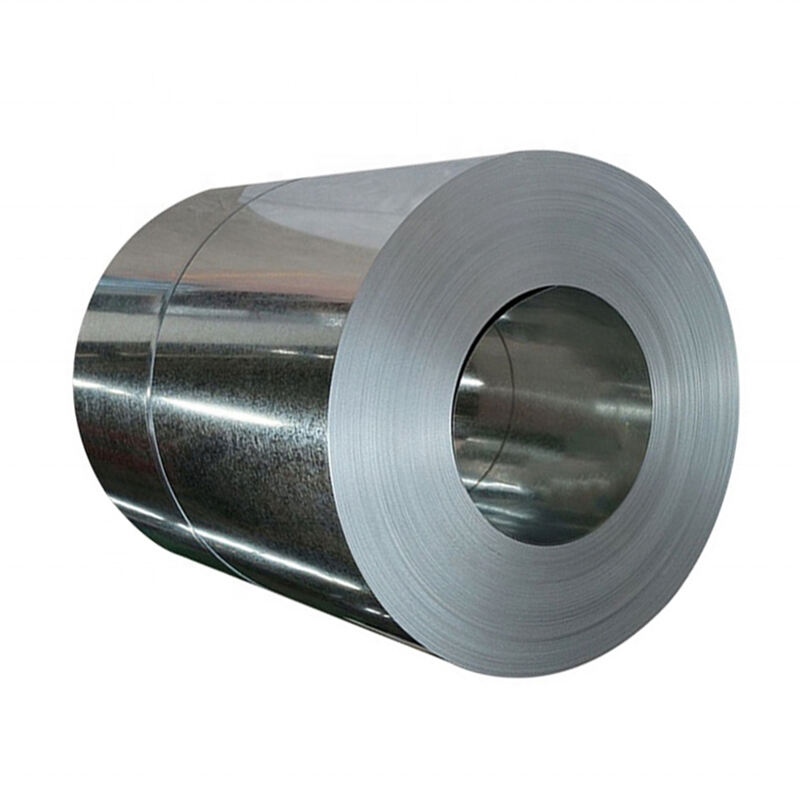
Trong thế giới kiến trúc và thiết kế nội thất không ngừng thay đổi, các vật liệu sáng tạo đang liên tục định hình lại cách chúng ta tiếp cận xây dựng nhà ở và thẩm mỹ. Một trong những vật liệu đang được ưa chuộng là Tôn mạ kẽm sơn sẵn (PPGI). Vật liệu này được biết đến với...
Xem Thêm