
Meneroka Kelebihan Penggunaan PPGI dalam Reka Bentuk Rumah
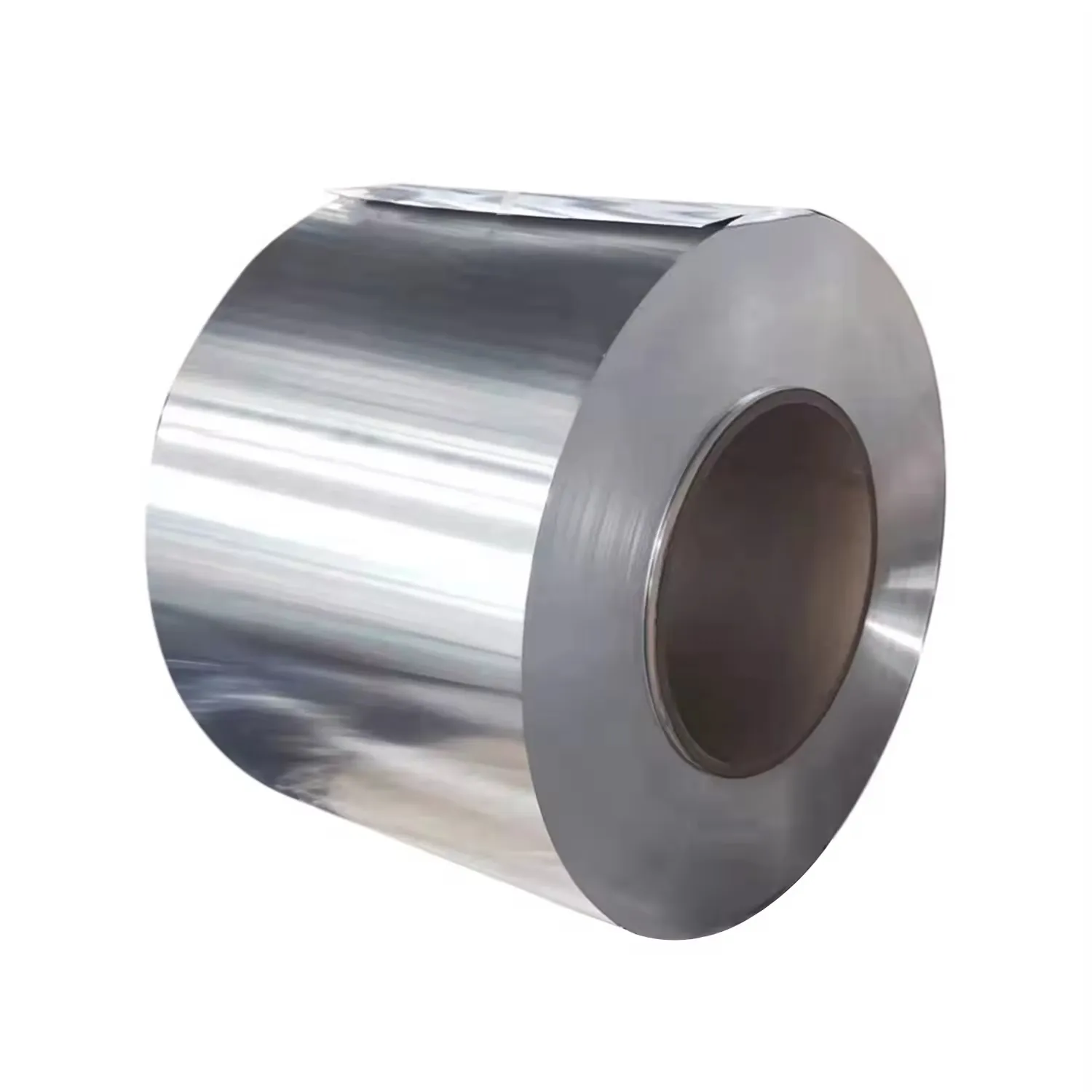
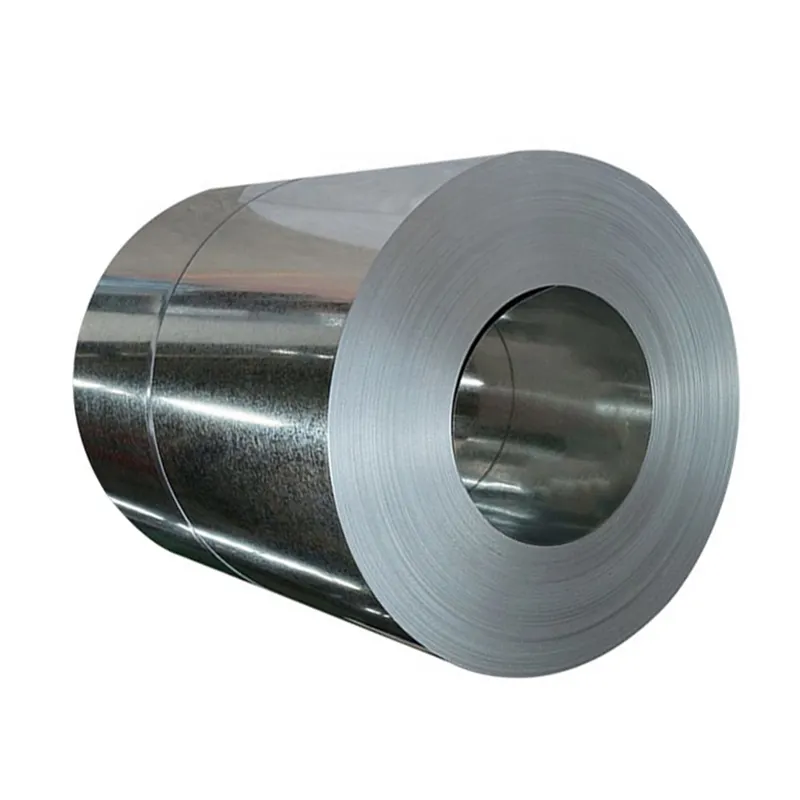
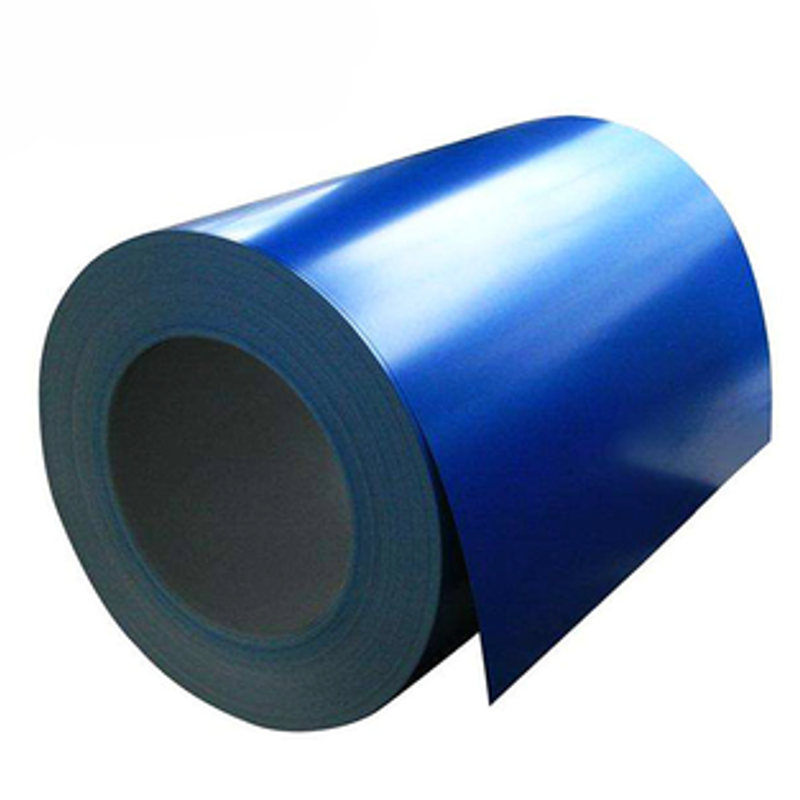
Dalam dunia arkitektur dan reka bentuk dalaman yang sentiasa berkembang, bahan-bahan inovatif terus-menerus mengubah cara kita menghampiri pembinaan dan estetika rumah. Salah satu bahan yang kini semakin mendapat perhatian ialah Pre-Painted Galvanized Iron (PPGI). Ia dikenali kerana...
LIHAT LEBIH BANYAK