
Uy dizayni da PPGI ishlatishning foydalarini o‘rganish
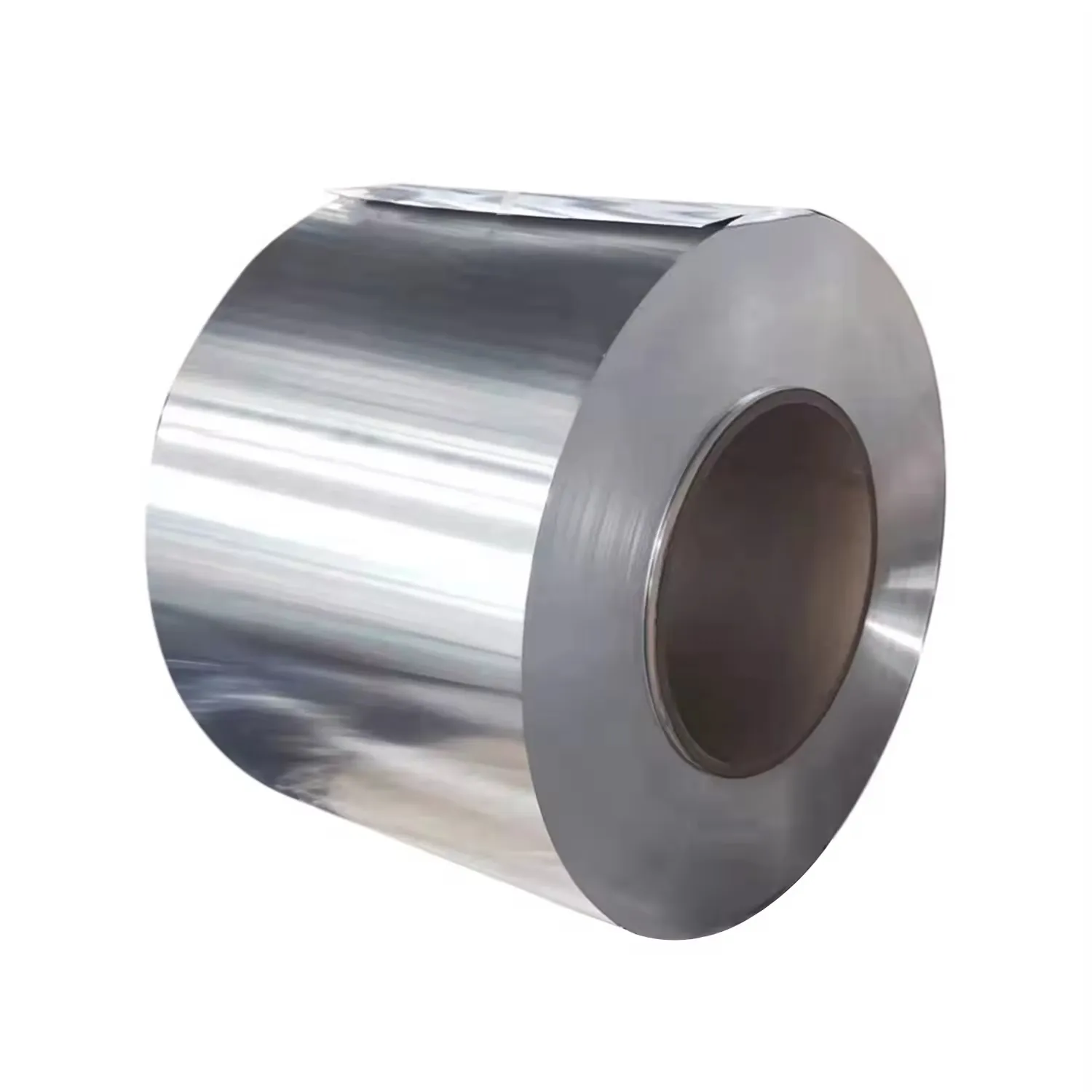
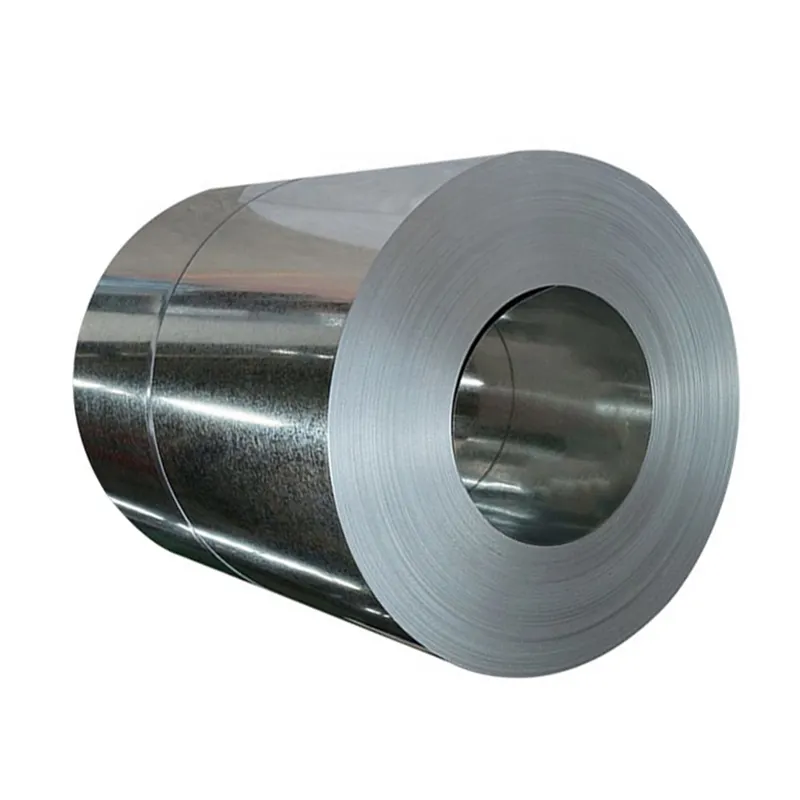
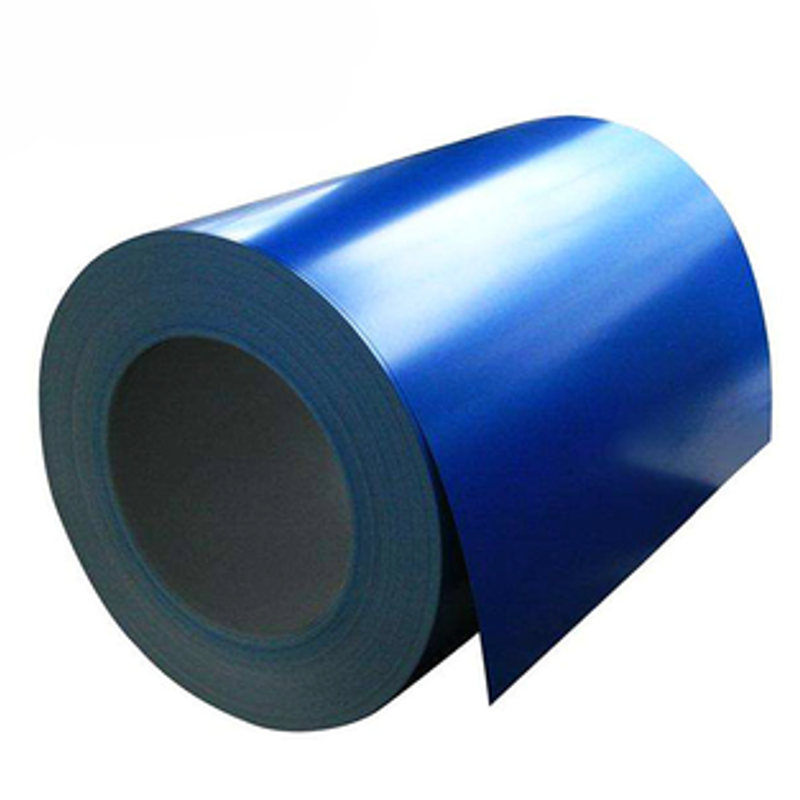
Arxitektura va ichki dizayn sohasidagi doimiy rivojlanishda yangi materiallar uy qurilishining estetikasi va yondashuvini doimiy ravishda o'zgartirib turmoqda. Shu tarzlik materiallardan biri bo'lib, Pre-Painted Galvanized Iron (PPGI) hisoblanadi. Uning...
Ko'proq ko'rish