
Prozkoumání výhod použití PPGI v návrhu domu
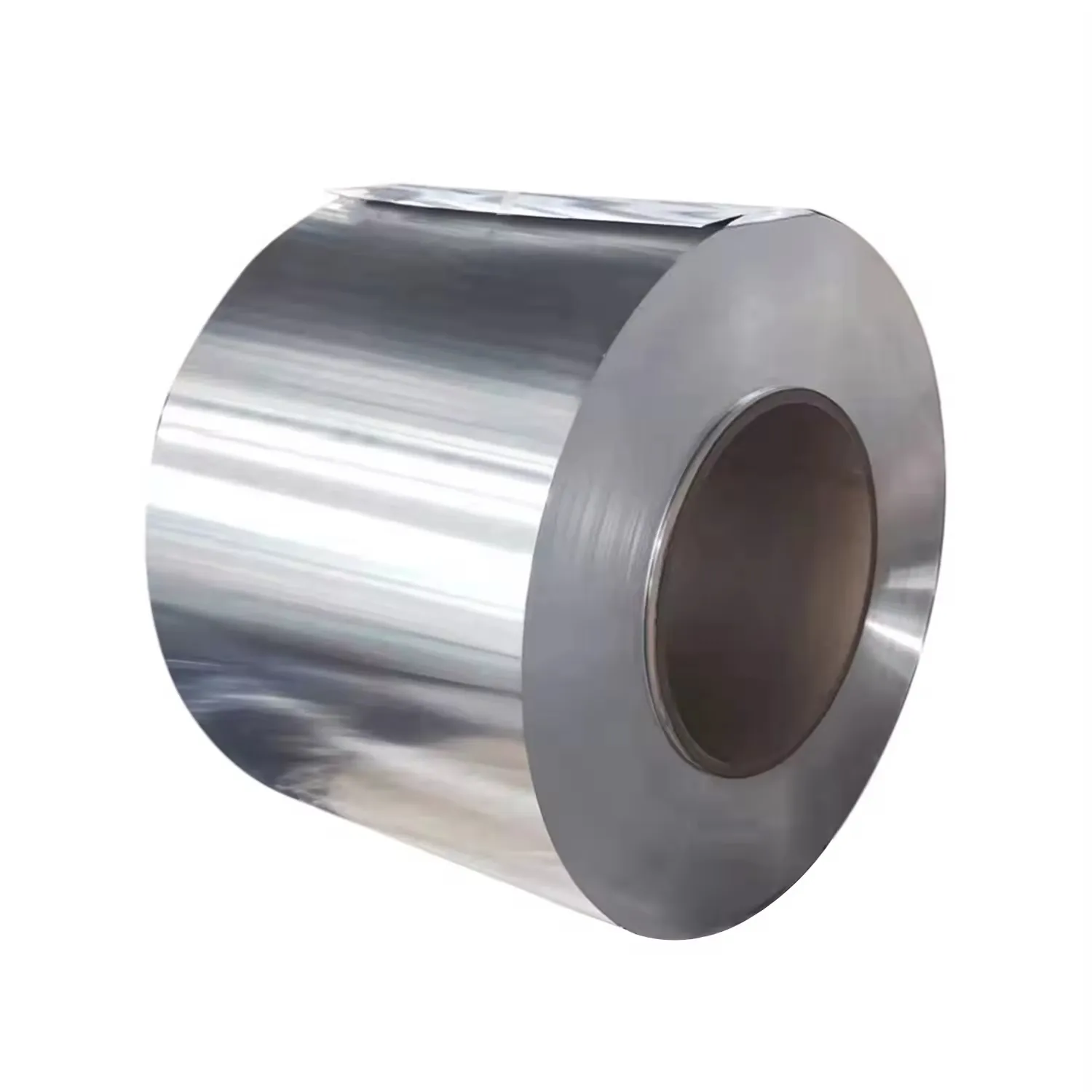
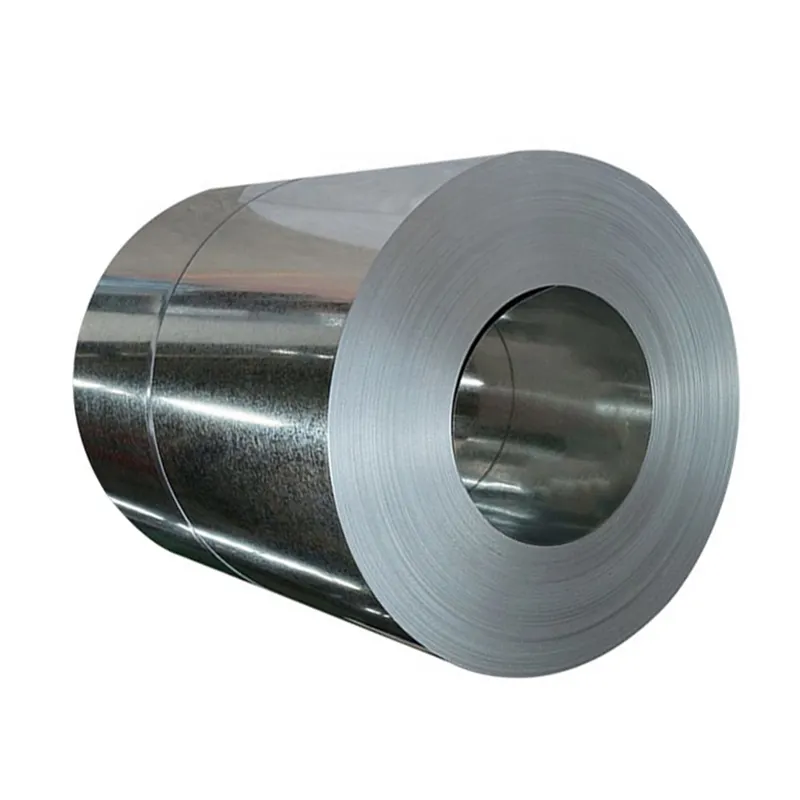
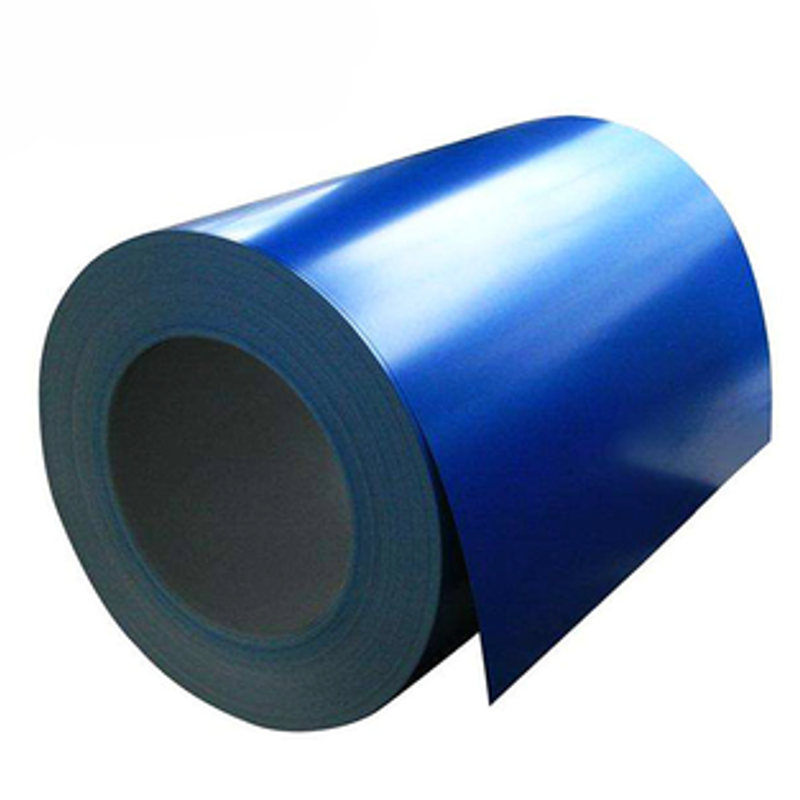
Ve světě architektury a interiérového designu, který se neustále vyvíjí, inovativní materiály neustále mění způsob, jakým přistupujeme ke stavbě domů a k estetice. Jedním z takových materiálů, který získává na popularitě, je předem natřené pozinkované železo (PPGI). Je známo pro...
Zobrazit více